Download
1 / 35
570 likes | 1.42k Views
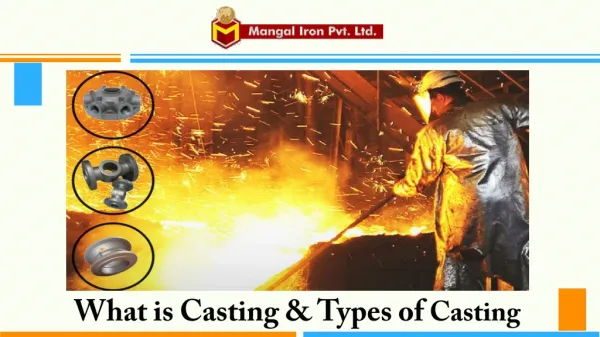
9 장 주조의 기초 (Fundamentals of Casting) . 9.2 주조의 개요. ● 고체재료를 녹이고 적정온도 로 가열 ● 녹은 금속재료를 원하는 형상을 갖고 있는 주형에 주입 ● 응고 후 주형으로부터 분리. 9.2 주조의 개요. ● 한 단계로 다양한 부품 제작 가능 ● 주조 대상 부품 - 대형 부품 - 가공하기 어려운 금속으로 만든 부품 - 내부에 공간이 있는 부품 - 다양한 곡면을 가진 부품 ( 박판 제품 제외 ) . 9.3 주조 용어 . 9.3 주조 용어 .

E N D
9.2 주조의 개요 • ●고체재료를 녹이고적정온도로 가열 • ● 녹은 금속재료를 원하는 형상을 갖고 있는 주형에 주입 • ● 응고 후 주형으로부터 분리
9.2 주조의 개요 ●한 단계로 다양한 부품 제작 가능 ● 주조 대상 부품 -대형 부품 -가공하기 어려운 금속으로 만든 부품 -내부에 공간이 있는 부품 -다양한 곡면을 가진 부품 (박판 제품 제외)
9.3 주조 용어 ●주형상자: 주형재료를 담는 박스 ●상형: 모형, 주형상자, 주형 혹은 코어의 상반부 ● 하형: 하반부 ● 코어: 구멍같은 주물의 내부형상을 만들기 위해 주형에 삽입하는 모래형상 ● 코어프린트: 코어를 고정, 지지하기 위해 모형, 코어 혹은 주형에 추가된 부분 ● 라이저: 용융물질의 추가 저장고 응고과정에서 수축으로 인한 용탕 부족을 보상 ⇒ 수축에 의한 기포는 라이저에 위치
탕도계 (gating system) ●주입컵(pouring cup): 주입용기로부터 용융금속을 받음, 주형의 나머지 부분에 용융금속을 전달 ● 탕구(sprue): 탕도계의 수직부분 ● 탕도(runner): 수평채널 ● 주입구(gate): 주형공동으로 주입됨 ● 배출구: 주형 내 가스의 배출을 돕기 위함
탕도계 (gating system) ●분리선(parting line)이나 분리면(parting surface): 주형, 주형상자, 모형의 반과 코어를 포함하는 공정에서 코어의 반을 분리하는 면 ● 드래프트(draft): 제품을 제거할 수 있도록 모형이나 주물에 주는 기울기 ● 코어박스: 코어를 만드는데 사용되는 형(mold)이나 다이 ●주물(casting): 주조로 만든 제품
냉각곡선 (Cooling Curves) • ●주입온도: 주입하는 용융금속의 온도 • ● 과열(superheat): 주입온도와 응고온도와의 차이 클수록 용융금속 응고에 긴 시간 걸림 ●냉각속도: 냉각곡선의 기울기 • ●총응고시간: 주입시작부터 응고완료까지 시간 • ● 국소응고시간: 응고시작에서 완료까지 시간
뚜렷한 용융점이 없는 합금 ●고상과 액상온도사이의 차이: 응결범위 ※냉각속도가빠르고응고시간이짧으면 ⇒구조가미세해지고기계적성질향상
용융금속의 문제 ●금속산화물(드로스 혹은 슬래그) -산소와용융금속이반응 -주물 내에갇혀서표면조도, 절삭가공성과 기계적 물성을 저하시킴
해결방법 ●용제 사용, 용융과정 중에 용융금속을 덮어서 보호 (산소차단) ●진공이나보호환경 하에서실행(불활성 분위기) ●드로스를금속표면위에뜨게하여주입전제거 ●특별한래이들(ladle)을 사용하여 표면 밑에서부터 용탕을 추출 ● 탕도계는 주형에 들어갈 가능성이 있는 드로스를 가두도록 설계 ● 주형채널입구에 필터를 넣음
가스 문제 ●액체금속에 상당량의 가스 포함, 고체구조는 가스를 포함할 수 없음 ⇒ 주물 내에 가스기포
해결방법 ●진공, 용해율이 낮은 환경, 공기와의 접촉을 막는 보호용제 하에서 용해 ● 과열온도를 되도록 낮추어 용해도를 줄임 ● 주입작업을 조심스럽게 ⇒ 층류 유동, 공기를 끌어들이는 난류를 최소화 ● 주입 전에 가스 제거
유동성 (Fluidity) • ●금속이 유동하여 주형을 채우는 능력 • ● 주형을 채우기 전에 굳기 시작하면 유동불량(misrun)결함 발생 • ※ 유동성을 측정하는 방법: • 나선형의 형태로 주물을 만들고 최종주물의 길이로 유동성을 파악
응고수축 (Solidification Shrinkage) ●액체의 수축 탕도계 내의 금속이 주형공동으로 계속 흐름 ⇒ 문제가 되지 않음 ●액체에서 고체가 될 때의 응고수축 ●고체가 상온으로 냉각될 때의 수축⇒주형공동이나모형을설계할때보상
응고수축 (Solidification Shrinkage) ●순수금속과공석합금처럼적은응결범위를가진금속과합금에결함이발생 ⇒방향성있는응고로피할수있음(주입구 혹은 라이저에서 먼 곳부터 시작하여 라이저 쪽으로 점점 진행) ⇒마지막기포는라이저나탕도계에위치 ●큰응결범위를가진합금은재료가액체와고체혼합상태에있는기간을가짐 ⇒고체양은증가, 남은 액체는 적은 형태로 고립 ⇒ 액체 공급 불가능 ⇒ 작고 많은 수축기포가 퍼진 형태(제품은 연성, 인성과 피로수명이 낮음)
라이저와 라이저설계 ●라이저: 응고하는 주물에 수축을 보상하기 위해 금속 공급 추가 저장고 ● 최후에 응고하여야 함 ※반대: 액체금속은 주물에서부터 라이저로 공급되어 주물의 수축은 더욱 더 커짐 ● 방향성 응고가 불가능하면 ⇒ 여러 라이저 사용 ● 금속을 절약하도록 설계 ● 긴 응고시간 (단위부피 당 적은 단면적)을 갖도록 ⇒ 구(모형을 제거 어려움) ⇒ 가장 많이 쓰는 형태는 원통형
라이저의 종류 ●상부 라이저(top riser): 공급거리가 짧고 적은 공간 차지 ⇒ 모형과 탕도계의 배치가 자유로움 ● 측면 라이저(side riser): 주형공동 옆에 위치, 수평적으로 배치
라이저의 종류 ●블라인드 라이저(blind riser): 주형 내에 포함 응고가 더 발생, 라이저의 윗부분과 주형재료가 접촉되는 곳에서 열손실이 발생하므로 오픈 라이저보다 큼 ●오픈 라이저(open riser): 대기에 노출
응고시간 예측: 크보리노프 법칙 ●주물을응고시키기위해제거해야할열량⇒과열정도, 주물부피에 비례 ● 주물로부터 열을 제거하는 능력은 노출면적과 용융금속을 둘러싼 외부환경에 관계
응고시간 예측: 크보리노프 법칙 ●라이저와 주물은 같은 주형 내에 있고 같은 조건 하에서 같은 금속으로 채워짐 ⇒ 크보리노프 법칙은 각각의 응고시간을 비교하는데 사용할 수 있음 ⇒ 주물이 라이저보다 먼저 응고하는 것을 확실히 할 수 있음
라이저의 최소크기를 크보리노프의 법칙으로부터 계산 ●라이저에서의 총응고시간 > 주물의 총응고시간 ● 같은 재료를 받고 같은 주형 내에 존재 주형상수 B 동일 n=2로 가정하고 응고시간의 차이를 25%로 두면 (라이저가 주물이 응고하는 것보다 25% 길다)
라이저의 최소크기를 크보리노프의 법칙으로부터 계산 ●원통형인라이저(직경이 D이고 높이가 H) 원통의 부피와 표면적 ● 라이저 높이를 라이저 직경의 함수로 두면 ⇒ V/A 비를 미지수인 직경으로 표현
라이저의 최소크기를 크보리노프의 법칙으로부터 계산 ●라이저와 주물이 블라인드 상부 라이저에서처럼 같은 면을 공유하는 경우 ⇒ 공통 표면적은 라이저와 주물에서 열손실의 표면적이 아니므로 라이저와 주물에서 삭제
라이저 보조 (Riser Aids) ●외부냉각쇠(external chill): 큰 열용량, 큰 열전도율을 가진 재료, 냉각을 가속시키도록 주형 내에 둠. ●내부냉각쇠(internal chill): 금속조각으로 주형 내에서 열을 흡수, 빠른 응고 촉진 -작업 중에 녹으므로 열용량에너지와 잠열을 흡수. -내부냉각쇠는 완성주물의 일부 ⇒ 동일한 재료
라이저 ●라이저는 항상 필요한 것이 아님 ●큰 응결범위를 가진 합금은 라이저가 효과적이지 않으며 작고 퍼진 기포 발생. ●다이캐스팅, 저압금형과 원심주조공정에서는 라이저 없이 압력으로 응고수축을 보상
Marine Propeller 9.5 모형 (Pattern) Impeller for Large Flood Control Pump
여유 ●드래프트라는 약간의 기울기 (주형에 파손 없이 모형 분리) 주물의 크기 증가 (되도록 적게) ●기계가공 경우, 가공여유를 모형에 포함시킴 ●여유는 주물의 중량과 가공으로 제거할 재료의 양을 증가시키므로 되도록 줄임
9.6 주조 시 고려사항 ●분리면 위치 ⇒ 분할 혹은 분리형 주형을 사용하는 모든 공정에서 중요 ●주물의부분이교차하면 -응력집중 ⇒ 내부 코너에 완만한 필렛(fillet)을 두어서 최소화 -지나친 필렛을 주면 ⇒ 열점(hot spot)문제 천천히 냉각되고 국소적인 비정상 수축부, 기포나 수축공동과 같은 결함