Download
1 / 63
730 likes | 921 Views
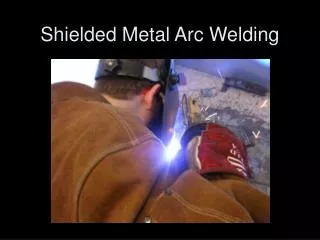
Shielded Metal Arc Welding (SMAW). Sometimes called "Stick Welding" most popular form of electric arc welding. Electric arc between flux covered electrode and base metal. relatively inexpensive - $1500 mobile when used with a generator

E N D
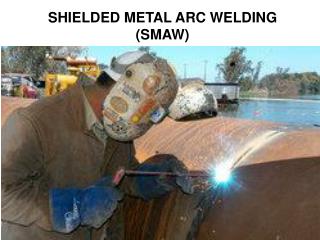
Shielded Metal Arc Welding (SMAW) Sometimes called "Stick Welding" most popular form of electric arc welding.
relatively inexpensive - $1500 • mobile when used with a generator • used for maintenance, small production welding, heavy pipe welding • heat from arc melts both base metal and electrode
Arc welding station includes: • 1. arc welding machine (power source) 2. electrode lead and work lead terminals3. electrode holder4. ventilation5. safety equipment
Electrodes • Electrode: solid metal wire core with a coating material • electrodes are specified by the wire diameter and by the type of flux covering. • common wire dia: • 1/16, 3/32, 1/8, 3/16, 7/32, 1/4, 5/16, 3/8"lengths of 9 to 18" with 14" most common. • usually come in 50lb packages • electrodes must be kept very dry - some use ovens • used for welding many metals: • carbon and low alloy steels most common
Functions served by the electrode other than adding molten metal to the weld area; • 1. shielding gas - prevent air from contacting and oxidizing2. fluxing agents, impurity scavengers and deoxidizer to clean the weld pool3. produce (slag) to prevent oxidation - and cool slowly - prevent brittle weld
Functions (Cont.) • 4. establish the polarity and electrical characteristics of the electrode5. adds alloying ingredients to the weld metal area to change the physical properties.
Electrode type normally determined by the welding procedure specification and or code used. • 1. weld groove design2. tensile strength of the required weld3. the base metal composition4. position of the weld joint5. rate at which you want to deposit the weld metal
Electrode Selection (Cont.) • 6. type of arc welding current used7. penetration required8. metal thickness9. experience of the welder10. specifications for the weld to be madeboth AC and DC arc welding are done
American Welding Society (AWS) electrode ID system • 4 or 5 digit numbers
First two or three digits = tensile strength • 60 = 60,000 psi • 70 = 70,000 psi • 100 = 100,000 psi
Next digit (second from right) = recommended position • 1 = all positions • 2 = flat or horizontal
Last two digits together are type of current (AC, DC+, DC-) and electrode covering
Occasionally additional two digits (letter and number) - indicates alloying elements
6011 • XX11 • organic covering - paper ect. • unstable arc - bead looks poor • good penetration - good quality • good for out of position welds
6013 and 7018 • XX13 • Rutile covering - iron powders • stable arc - bead looks good • less penetration • not good for out of position • deposits lot of metal • cools slower
Electricity as it arcs across the gap - temperatures - 6500 to 7000 deg F.Welders are AC and DC
DC welding machines of the following types: • 1. motor driven generator2. motor driven AC alternator with DC rectifier3. AC transformer with DC rectifier
DC electrode negative (DCEN) and electrode positive (DCEP) fundamentals:
DCENElectrons flow from neg terminal of machine to electrode. Electrons continue to flow across arc into the base metal and to positive terminal of the machine. • electrode (-) polarity • base metal (+) polarity
DCEN - direct current electrode negative (DCEN) • also known as “Direct Current Straight Polarity” (DCSP) • electrode melts faster • deposits filler metal at a faster rate • heats base metal more slowly • used for welding thin metals
DCEP • By reversing the direction of the electron flow or polarity in the arc welding circuit. • This may be done by disconnecting the electrode and work leads and reversing their positions. • Also known as “Direct Current Reverse Polarity” (DCRP).
Electrons flow from neg pole of the welding machine to the work. Electrons travel across arc to electrode and then return to positive terminal of machine from electrode side of arc. • electrode (+) polaritybase metal (-) polarity
The decision to use DCEN or DCEP often depends on such variables as: • 1. depth of penetration2. rate at which filler metal is deposited3. position of the joint4. thickness of the base metal5. type of base metal • Normally use DC+
Two basic types of machines: • 1. motor driven alternator2. transformer type
Current reverses its direction of flow 120 times per second - (requires 1/60th of a second to complete a cycle or hertz - Hz) called 60 Hz (cycle) current
Most AC welders have transformers which step down the voltage and increase the current (amperes) for welding purposes.
Voltage and current are zero 120 times per second. Each time the current crosses the zero point, the welding arc stops. To reestablish the arc, the voltage must increase enough to enable the current to jump the arc gap and maintain the arc.
It is important that the voltage lead the current as each passes through zero to help make the arc stable.
Another method to stabilize arc is to increase ionization of the material in the arc. • IONIZATION is the phenomenon in which a particle obtains an electrical charge. These ionized or charged particles in the space between the electrode and the work make it easy for the arc to jump the gap. electrodes intended for AC welding have ionizing agents in the electrode covering.
ADV of DC • 1. the ability to choose DCEP or DCEN
DISADV of DC • 1. the welder is generally more expensive than an AC machine of the same specs • DC arc blow: • AC arc is quite stable after starting: DC arc may wonder from the weld line. this wandering is caused by the forces of the magnetic field around the DC electrode called ARC BLOW - the magnetic lines of flux ten to travel more easily in metal than air. concentration of the magnetic flux at the ends of the metal forces the arc toward the center of the base metal.
ADV of AC • 1. welds made with AC have moderate penetration2. large dia electrodes can be used with high AC currents to obtain greater filler metal deposition rates and faster welding speeds3. AC arc welding machines are generally less expensive
DISADV of AC • 1. not all SMAW electrodes can be used with AC
Choice on which to buy is made on basis of • 1. type of welds to be made2. economics of the welding machine purchase3. personal preferences
Starting / Stopping / adjusting the machine • never start or stop the machine under loadusually a switch to turn off and on - may need to start the engine of an engine driven machine
On a constant current machine, current (amps) is set on the machine . voltage on the constant current machine is not set. It varies as the welding circuit resistance changes to maintain constant or relatively constant current.
Amperage (current) controls vary in appearance, location, and operation on various machines - hand crankstap type control with holes to plug into for course and fine adjustmentshandwheel for course and fine adjustments
Electrode must first touch the base metal then be withdrawn to the correct arc distance
2 methods: • 1. glancing or scratching motion2. straight down and up motion