Download
1 / 13
150 likes | 520 Views
ショットピーニングを用いた金属薄板の部分ライニング加工. 塑性加工研究室 原 政明. ショット. 表面特性の向上. 金属薄板. 必要な部分への ライニング. 接合部. 接合部. 塑性変形. 部分ライニング加工 ・形状精度 ・寸法精度 ・接合強度 etc. インサート材. 金属母材. 図 ショットライニング . マスキング板 . マスキング板 . インサート材 . 金属薄板 . 母材 . Ni , t=0.01 ~ 0.1mm Ti , t=0.02 ~ 0.1mm SUS304 , t=0.01 ~ 0.1mm.

E N D
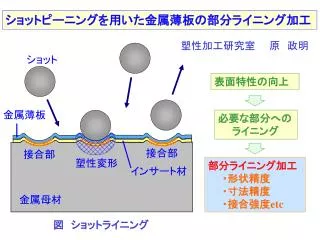
ショットピーニングを用いた金属薄板の部分ライニング加工ショットピーニングを用いた金属薄板の部分ライニング加工 塑性加工研究室 原 政明 ショット 表面特性の向上 金属薄板 必要な部分への ライニング 接合部 接合部 塑性変形 部分ライニング加工 ・形状精度 ・寸法精度 ・接合強度etc インサート材 金属母材 図 ショットライニング
マスキング板 マスキング板 インサート材 金属薄板 母材 Ni,t=0.01~0.1mm Ti,t=0.02~0.1mm SUS304,t=0.01~0.1mm アルミニウム合金 A2017,A5052 図 マスキング板を用いた部分ライニング加工
インペラー ショット ショット直径 d=0.5, 1.0, 2.0mm 投射速度 v=40, 80m/s マスキング板 金属薄板 インサート材 母材 純アルミニウム A1050 表面前処理 #120,#400 送り ヒーター 加熱温度 T=20~400℃ ローラーコンベア 図 遠心吹付け式装置
押え代の未加工部分 (a) 薄板除去前 加工-未加工境界 (b) 製品 図 部分ライニング加工した試験片 (A2017,Ni,t=0.02mm,v=80m/s,#120,d=1.0mm,T=200℃)
(a) 多角形 (b) 円形 図 形状の異なるマスキング板を用いた部分ライニング加工
マスキング板 製品 lo=40mm l Δl=lo-l 図 寸法誤差とショット直径の関係 (A2017,Ni,t=0.02mm,#120,v=80m/s,T=300℃)
加工-未加工境界 図 加工-未加工境界の直線性 (A2017,Ti,t=0.02mm,v=80m/s,#120,d=1.0mm,T=200℃)
金属薄板 0.05mm 図 ライニング加工部の断面写真 (A2017,Ni,t=0.01mm,v=80m/s,#120,d=1.0mm,T=200℃)
割れ 割れ 図 割れ表面部の写真 (A2017,Ni,t=0.02mm,v=80m/s,#120,d=1.0mm,T=300℃)
限界加熱温度 ○:ライニング可能 ×:ライニング不可能 図 加熱温度と板厚の関係 (A2017,Ni,v=80m/s,#120,d=1.0mm)
■ ▲ ● 図 各金属薄板の限界加熱温度 (A2017,v=80m/s,#120,d=1.0mm)
■ ▲ ● 図 限界加熱温度と板厚の関係 (A5052,v=80m/s,#120,d=1.0mm)
ショットピーニングを用いた 金属薄板の部分ライニング加工 ・マスキング板を用いた簡易的な部分ライニング加工 ・精度の高い部分ライニング加工 ・金属薄板は母材と強固に接合 ・マスキング板を用いた簡易的な部分ライニング加工 ・精度の高い部分ライニング加工 ・金属薄板は母材と強固に接合 ・マスキング板を用いた簡易的な部分ライニング加工 ・精度の高い部分ライニング加工 ・金属薄板は母材と強固に接合 ・マスキング板を用いた簡易的な部分ライニング加工 ・精度の高い部分ライニング加工 ・金属薄板は母材と強固に接合