Download
1 / 17
170 likes | 300 Views
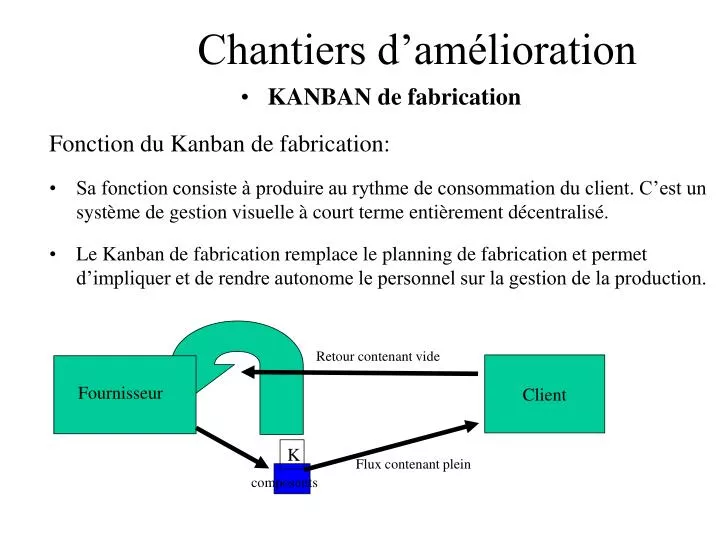
Retour contenant vide. Client. Fournisseur. Client . K. Flux contenant plein. composants. Chantiers d’amélioration. KANBAN de fabrication Fonction du Kanban de fabrication:

E N D
Retour contenant vide Client Fournisseur Client K Flux contenant plein composants Chantiers d’amélioration • KANBAN de fabrication Fonction du Kanban de fabrication: • Sa fonction consiste à produire au rythme de consommation du client. C’est un système de gestion visuelle à court terme entièrement décentralisé. • Le Kanban de fabrication remplace le planning de fabrication et permet d’impliquer et de rendre autonome le personnel sur la gestion de la production.
Chantiers d’amélioration • KANBAN de fabrication Il existe plusieurs types de cartes Kanban mais les informations portées sur ces cartes sont identiques. Nous trouvons : - la référence produit - la désignation - le nombre de contenant correspondant à la carte - le nombre de pièces dans un contenant - adresse du fournisseur - adresse du client
KANBAN 679.068.645 Coupelle Bac Quantité = 1 700 1 UC Fournisseur ARISA RETOUR Client Montage Chantiers d’amélioration • KANBAN de fabrication • Informations portées sur les Kanbans: Référence du produit Désignation du produit Nombre de contenant correspondant à cette carte : 1 Nombre de pièces dans un contenant Adresse du fournisseur Adresse du client
EP 111 629 175 156.0 LIGNE 470 ROLLER : 1062 Pièces 118 X 9 UC LIGNE 471 Chantiers d’amélioration • KANBAN de fabrication • Informations portées sur les Kanbans: Référence du produit Désignation du produit Nombre de pièces dans un contenant Nombre de contenant correspondant à cette carte Adresse du fournisseur Adresse du client
Chantiers d’amélioration • KANBAN de fabrication Il existe plusieurs types de tableau Kanban de fabrication mais les informations portées sur les tableaux sont identiques. Nous trouvons : - le titre du tableau Kanban - les références - les zones de couleurs (vert, orange, rouge) - les cartes de : « arrêt cause d’aléas », « production en cours » et « fin de série ». - la zone de gestion des OF s’il y a des OF - les feuilles de phases
Chantiers d’amélioration • KANBAN de fabrication • Informations portées sur le tableau Kanban: TitreRéférenceZone de couleur Cartes« Production en cours »« Arrêt cause aléas »« Fin de série » Référence Gestion des OF
Chantiers d’amélioration • KANBAN de fabrication • Informations portées sur le tableau Kanban: TitreRéférenceZone de couleur Cartes« Arrêt cause aléas »« Fin de série » Feuille de phases
Chantiers d’amélioration • KANBAN de fabrication Un tableau excel permet de calculer le nombre de cartes par zone en fonction de paramètres. Les champs en jaune sont à renseigner. Tableau Paramétrage Kanban
Chantiers d’amélioration • KANBAN de fabrication Un tableau est mis à disposition sur ligne afin que les opérateurs eux-mêmes réalisent leurs audits de cartes.
Chantiers d’amélioration • KANBAN de fabrication • Définition des seuils
Chantiers d’amélioration • KANBAN de fabrication Un mode opératoire décrit le fonctionnement du Kanban de fabrication au travers de la feuille de phase. Double clic sur l’icône pour l’ouvrir : Feuille de phase partie 2 Feuille de phase partie 1
Chantiers d’amélioration • KANBAN de fabrication • Principe: Pour chaque contenant UC (bac, manulab) ou roller il y a un Kanban L’approvisionneur avant de livrer le client destinataire des pièces remet la carte au tableau L’agent de fabrication en fonction des priorités mentionnées au tableau prend un Kanban afin de produire.
Chantiers d’amélioration La carte est placée sur le contenant : UC ou roller • KANBAN de fabrication L ’approvisionneur ôte le Kanban de fabrication du contenant et le replace sur le tableau L ’approvisionneurapprovisionne le client final sans la carte
Chantiers d’amélioration • KANBAN de fabrication Les pré requis : • La production doit être sérielle et répétitive • Les conditionnements doivent être standardisés pour une même référence. • Le délai d’anticipation du fournisseur doit être faible, les moyens de production flexibles. • La demande doit être régulière et lissée. • Le processus doit être fiable pour assurer le bon écoulement du flux et une bonne productivité. • Le fournisseur doit être capacitaire pour livrer son client.
Chantiers d’amélioration • KANBAN de fabrication Les règles: • Tous les contenants doivent être munis d’un Kanban de fabrication sur leur lieu de stockage. (1 contenant = 1 Kanban) • Les contenants doivent toujours être identiques et contenir le nombre de pièces indiqué sur le Kanban. • Au moment de livrer le client final, le Kanban est remis sur le tableau par l’approvisionneur. • La ligne de fabrication (fournisseur) est responsable de ses productions donc de ses cartes. Si les moyens de fabrications évoluent (cadences, quantité par contenant, etc) la boucle est à revoir et les Kanbans sont à modifier. • Si une carte est perdue, il y a un risque de mettre en rupture le client , il est donc nécessaire de vérifier le nombre de cartes par rapport à lanomenclature Kanban qui est sur la ligne.Des audits mensuels peuvent être réalisés par le personnel de production. • Toutes cartes retrouvées au sol doivent être remises à la ligne de fabrication correspondante.
Chantiers d’amélioration • KANBAN de fabrication Les avantages : • Si la cadence de consommation du client fluctue les productions s’adaptent. Quand la ligne de consommation s ’arrête les fabrications s ’arrêtent. Par conséquent, le fournisseur ne risque pas de fabrications inutiles. • Les encours sont limités au stock de sécurité afin de répondre à la demande client. • Les emplois des capacités et des volumes de production sont autorégulés et l’atelier est autonome dans sa planification à court terme (pas d’intervention administrative hebdomadaire). • Les personnels de fabrication sont responsables de la maîtrise des flux et de la performance globale de leur outil de production.
Chantiers d’amélioration • KANBAN de fabrication Les avantages : Les stocks sont limités à la seule notion de stock de sécurité. (dans le graphique ci-dessous nous avons un gain de 20%) AVANT APRES