Download
1 / 13
130 likes | 322 Views
The Advances in and the Economics of High Pressure Reverse Osmosis for Product Concentration Applications in the Food Industry (Presented at the 2006 IFT). Overview of Presentation. Osmotic Pressure Standard Pressure Reverse Osmosis High Pressure Reverse Osmosis

E N D
The Advances in and the Economics of High Pressure Reverse Osmosis for Product Concentration Applications in the Food Industry (Presented at the 2006 IFT)
Overview of Presentation • Osmotic Pressure • Standard Pressure Reverse Osmosis • High Pressure Reverse Osmosis • Case Study: Concentration of Sweet Whey • Applications Template
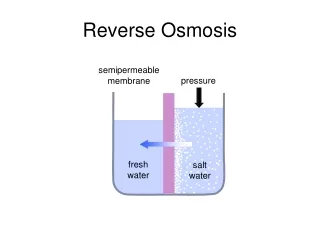
Osmotic Pressure • The pressure exerted by the flow of water through a semi-permeable membrane separating two solutions with different solute concentrations • P = MRT for dilution solutions • M = concentration • R = gas constant • T = absolute temperature Component MW 2% 5% 10% 15% 20% Lactose 342 24 63 134 215 320 Glucose 180 48 127 264 405 588 NaCl 58.5 250 620 MgSO4 120.4 65 168 352 615 Template
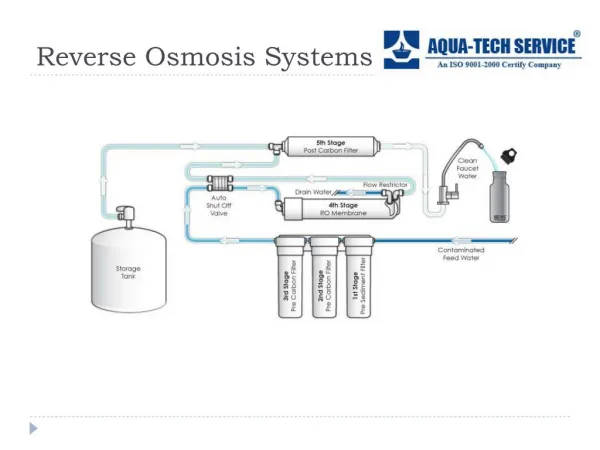
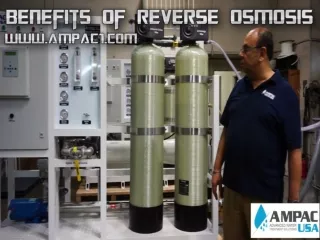
Standard Pressure Reverse Osmosis Standard Pressure Reverse OsmosisOperating Parameters and Capabilities • Membranes: spiral-wound TFC • Systems: continuous w/ recirculation loops • Operating Parameters • Pressure < 600 psig • Temperature < 50 C (standard) • Capabilities • Concentrate products to < 20% solids (typical) • Commercial Applications • Widely used in food, dairy, beverage industries Template
High Pressure Reverse Osmosis High Pressure Reverse OsmosisOperating Parameters and Capabilities • Membranes: spiral-wound TFC • Systems: continuous w/ recirculation loops • Operating Parameters • Pressure 600 - 1000 psig • Temperature 0-50 C (standard) • Capabilities • Concentrate products up to 25% - 35% solids (typical) • Hot water sanitizable (some elements) • Equipment Requirements • More limited selection of components Template
High Pressure Reverse Osmosis High Pressure Reverse OsmosisOperating Parameters and Capabilities • Process • Achieve commercially viable solids concentrations • Improved product quality • No thermal degradation of product quality • Economic • Reduced transportation costs • Better capital and operating costs than other technologies Template
Case Study: Sweet Whey Concentration Case Study: Sweet Whey ConcentrationOverview • Client interested in concentrating sweet whey with high pressure RO to reduce transportation costs • Feed is sweet whey pre-concentrated with RO • Innovation = USDA and 3A approval • Alternative technologies include: • use of standard pressure RO and NF • NF generates a salt laden permeate • Lower total solids concentrate Template
Case Study: Sweet Whey Concentration Case Study: Sweet Whey ConcentrationFlux Data Template
Case Study: Sweet Whey Concentration Case Study: Sweet Whey ConcentrationSweet Whey Process Stream Compositions Template
Case Study: Sweet Whey Concentration Case Study: Sweet Whey ConcentrationApplication Information • Operating Specifications • Feed Solids 19% Total Solids • Water Removal Rate 12 gpm (>5M Gal/Yr) • Concentrate Solids 28% Total Solids • Operating Basis • Days per Year 365 • Production Mode 20 hours / day • CIP Mode 4 hours / day • System – GEA’s Scope of Supply • All components, including PLC and MCC • All engineering and fabrication services • Excludes installation services Template
Case Study: Sweet Whey Concentration Case Study: Sweet Whey ConcentrationProject Costs and ROI • Capital Costs (including install) ~$500,000 • Operating Costs ~$200,000 / year • Includes costs for: labor, membrane replacement, CIP chemicals, power, steam, CIP water, cooling water • Operating Cost < $0.04 / gallon of water removed • Transportation requires >1,000 fewer tank trucks • Basis is 5,000 gallons / tanker • Shipping costs per tanker ~$1,000 • Cost Savings per year >$1,000,000 • ROI breakeven point ~ 9 months Template
High Pressure Reverse Osmosis High Pressure Reverse OsmosisApplications (spiral-wound membranes) • Concentration of whey products • Sweet whey • Sweet whey UF permeate • Concentration of clarified fruit juices • Concentration of clarified vegetable juices • Concentration of clarified polysaccharide, sugar and sweetener products Template
Case Study: Sweet Whey Concentration Visit GEA Filtration at the IFT Expo Booth 2551 Website: www.geafiltration.com Email: info@geafiltration.com Phone: 715-386-9371 Thank You! Template