Download
1 / 17
170 likes | 329 Views
Dimensione della chimica. Incidenza della chimica. sull’industria manifatturiera. in Italia, anno 2009. miliardi di euro. Industria. Chimica . Industria. Chimica. (salvo diversa indicazione). chimica. e farmaceutica. chimica. e farmaceutica. Produzione. 45,5. 70,5. Fatturato.

E N D
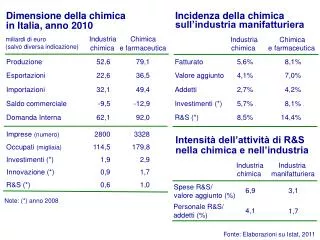
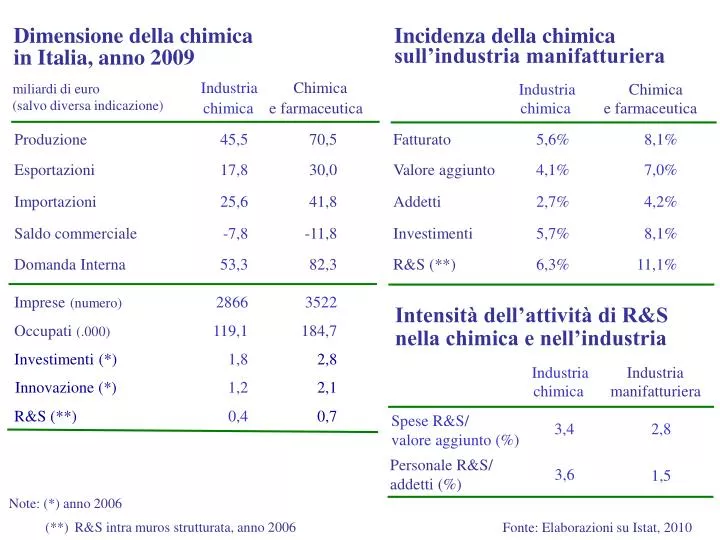
Dimensione della chimica Incidenza della chimica sull’industria manifatturiera in Italia, anno 2009 miliardi di euro Industria Chimica Industria Chimica (salvo diversa indicazione) chimica e farmaceutica chimica e farmaceutica Produzione 45,5 70,5 Fatturato 5,6% 8,1% Esportazioni 17,8 30,0 Valore aggiunto 4,1% 7,0% Importazioni 25,6 41,8 Addetti 2,7% 4,2% Saldo commerciale -7,8 -11,8 Investimenti 5,7% 8,1% Domanda Interna 53,3 82,3 R&S (**) 6,3% 11,1% Imprese (numero) 2866 3522 Intensità dell’attività di R&S nella chimica e nell’industria Occupati (.000) 119,1 184,7 Investimenti (*) 1,8 2,8 Industria Industria Innovazione (*) 1,2 2,1 chimica manifatturiera R&S (**) 0,4 0,7 Spese R&S/valore aggiunto (%) 3,4 2,8 Personale R&S/addetti (%) 3,6 1,5 Note: (*) anno 2006 (**)R&S intra muros strutturata, anno 2006 Fonte: Elaborazioni su Istat, 2010
Sensibilità dei settori industriali al fattore energia Meccanica Tessile/Abbigliamento Chimica e farmaceutica (quota % esportata) Esposizione alla concorrenza internazionale Metallurgia Min. non metalliferi Estrattivo Alimentare Costruzioni Intensità energetica (GWh per unità di fatturato) Fonte: elaborazioni su Istat e Ministero dello Sviluppo Economico, 2004
Energia nell’industria chimica • La chimica è un settore ad elevata sensibilità per l’energia: • consuma il 16% del fabbisogno energetico di tutta l’industria italiana. • Rispetto ad altri settori ad elevata intensità energetica, la chimica è • fortemente esposta alla concorrenza internazionale, di conseguenza • un elevato costo dell’energia penalizza la gravemente competitività. • In Italia il costo dell’elettricità per le imprese industriali è circa il • 30% in più della media europea. Nonostante la liberalizzazione, il • divario è andato ampliandosi negli anni e raggiunge addirittura il • 50% con la confinante Francia. • La chimica in Italia ha fortemente migliorato la sua efficienza • nell’utilizzo dell’energia. I consumi per unità di prodotto sono stati • ridotti del 27% tra il 1990 e il 2007. Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Reazioni endotermiche • Processi di separazione e purificazione • Condizioni di reazione ottimali • Operazioni di trasporto di fluidi o solidi • Sistemi di comunicazione e controllo • Ambiente di lavoro gradevole e soddisfacente • Energia: meccanica, termica, elettrica • Risorse:combustibili fossili, sottoprodotti • Fossili: alta qualità ma talora insufficiente Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • elettrica efficiente al punto di utilizzo • Chimica termica meccanica elettrica • Perdite nei fumi, perdite per attrito, ciclo di Carnot • Max 38%, con trasporto, 33-34% • Consumo di energia Tab.8.1 • Consumo di energia dell’industria chimica (5,2 mtoe, 14,1% del totale industriale): Tab. (8.2) e Tab. (8.3) • 1 mtoe (megatonnellata equivalente di petrolio) = 41,868x 109 J (41,868 GJ) • Combustibili fossili anche materia prima per l’industria chimica: • (5,9 mtoe da petrolio) di cui (3,1 mtoe) nafta. • 3% del totale (2,0 mtoe) di gas naturale è usato per l’industria chimica (idrogeno per ammoniaca, metanolo e idrogeno) • 2,5 mtoe di GPL per deidrogenazione del propano a propene Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Fonti di energia nel mondo Fig. 8.4 • Produzione combinata (cogenerazione); in GB 5% del totale : 31% dell’elettricità co-prodotta e 38% dell’energia termica co-prodotta sono generate nell’industria chimica • Costo dell’energia (Tab. 8.5) mutevole nel tempo: • uso del carbone nei periodi di alto prezzo del petrolio • Alto prezzo del gas • Alto prezzo dell’energia elettrica (efficienza di produzione) Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Fattori ambientali: zolfo (figura reazioni) • Direttiva emissioni: 20% 1993, 40% 1998, 60% 2003, rispetto al 1980 se > 50 MW • Diverse situazioni per gas (solo H2S, DEA), petrolio (desolforazione) e carbone (media 1,6%, ½ piriti, ½ difficile, rimozione a valle (figura reazioni)) • Incremento dell’uso del gas (elettricità): dallo 0,6% (1960) al 9,9% (1993) • Proprietà dei combustibili: • Potere calorifico: carbone 26 GJ/ton, petrolio 42 GJ/ton, gas 52 GJ/ton • trasportabilità • Utilizzabilità • eterogeneità Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Tipi di energia: Chimica, termica, elettrica, meccanica, radiante, potenziale e cinetica. • Reazioni chimiche e operazioni fisiche: energia di legame chimico, energia di vaporizzazione, di fusione (Tab. 8.6), per riscaldamento; 1 ton alluminio processo elettrochimico (228 GJ per reazione e 42 GJ per la purificazione) • Reazioni endotermiche: normalmente termica, talvolta elettrica • Elettricità: motori: compressori, macinatori; pompe e agitatori; ma anche per precipitatori elettrostatici, essiccamento, illuminazione, controllo e comunicazione • Differenti ordini di grandezza per varie operazioni (tabella 8.2.1) Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Reattori discontinui (batch): coloranti, farmaceutici specialità • 1-20 m3 • Acciaio rivestiti di vetro, gomma, o resina • Agitatori, serpentina (o camicia) scambio termico (positivo o negativo) • Versatili; multiproduzioni • Reattori continui: petrolchimica • grandi capacità • Varie tipologie: normali o catalitici a letto fluido (scambiatore integrato), a letto fisso, a stadi adiabatici sia con reazioni endotermiche che esotermiche • Reattori elettrochimici: funzionamento batch • Solo per applicazioni particolari (costosi) Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Modi di trasferimento di energia: • indiretto: vapore, olii diatermici, acqua • diretto: fiamma, elettricità (alta temperatura) • Preparazione e separazione • Compressione di gas. Problemi termici(stadi in serie con raffreddamento) • Macinazione, comminuzione, abrasione • vaporizzazione • Concentrazione evaporativa • Essiccamento(previa rimozione meccanica del liquido) • Distillazione (costosa, calore latente) Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Mezzi per trasferire calore • induzione • Convezione e conduzione: vettore termico • Vapore acqueo: alto contenuto di energia, facilità di distribuzione e controllo, non combustibile, non tossico e non corrosivo, dall’acqua (economica e abbondante); anche fonte di energia meccanica; cogenerazione (necessità). 10, 15 e 40 bar. • Acqua: torri di raffreddamento • Olii da petrolio: fino a 315°C • Dowtherm: 12°C a 370-400°C • Hygrotherm: 355°C • Brina: ghiaccio, cloruro di sodio, cloruro di calcio (-40°C), etilene, propilene, ammoniaca, clorofluorometani (banditi), idrofluorometani-etani Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Uso efficiente dell’energia: grossi consumi • Molte reazioni esotermiche ma poche industrie chimiche esportano energia. • Contenimento della temperatura: • possibili reazioni runaway • Termodinamica sfavorita • Energia termica anche rilevante ma di basso pregio (acqua calda) • preriscaldamento • Soluzione: massima integrazione di stadi di reazione e separazione. • Produzione di ammoniaca da CH4 • CH4 +H2O → CO + 3H2 (endotermica) 700°C • N2 + 3H2 → 2NH3 (esotermica) 400-500°C X=0,15 • Teoricamente il processo produce 34KJ/mol di NH3 ma in pratica assorbe 240 KJ/mol. Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • I gas in uscita dalla prima reazione (e a valle dello stadio di ossidazione di CO ed immissione di azoto) servono a produrre vapore per muovere le turbine accoppiate: • al compressore per l’aria • al compressore per gas di sintesi • e al compressore per il ricircolo dei gas • Il vapore esausto (bassa P) è usato per estrarre la CO2 nella colonna di rigenerazione e per altri usi. • I vecchi sistemi usavano ancora l’elettricità per le macchine Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Ossidazione parziale di idrocarburi: esotermica ma temperature basse per prevenire formazione di sottoprodotti indesiderati • In genere la produzione di vapore comporta un buon utilizzo dell’energia • Processi esportatori netti di energia • ossidazione della nafta per produrre acido acetico • Produzione di acido solforico da S • Ossidazione di ammoniaca ad acido nitrico Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica Processi di separazione • Distillazione: purezza, riflusso, numero di stadi (fig 7.33, 7.34 e tab 7.4) • evaporatori: semplici, a multiplo effetto (Fig. 19.14). • Essiccazione: preceduta da filtri pressa, centrifuga. • Precipitazione elettrostatica: energy intensive ma utile • Minimizzazione delle perdite: da superficie liscia a 325°C 8400 W/m2 • isolamento (30-200mm (ottimale)), MgO, CaSiO3 lana di roccia, polistirene (pareti fredde) (100 mm, 200 W/m2) • Problemi di costo dell’investimento e di ritorno del capitale: prima del ’73 e dopo • Se continuo conviene, se intermittente no Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • Perdite di fluidi • Fornaci: • Le perdite non possono essere sempre eliminate: ingresso aria, bruciatori, alimentazione, prelievi, espansione termica. • Operazione in depressione: ingresso di aria fredda • Flange, valvole, guarnizioni • Vapore acqueo: Φ=3mm, 20 atm → 60Kg/h 10 ton/sett (28GJ) Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011
Energia nell’industria chimica • futuro • Processi continui + vantaggiosi di quelli discontinui. • Operare tutti i recuperi possibili per energia da utilizzare nei processi di separazione • Impianti altamente integrati • Buona progettazione e costruzione dell’impianto (perdite) • Processi che richiedono meno energia • Obiettivo di riduzione delle emissioni di CO2 e di contenimento dei consumi energetici. Università di Salerno – Corso di Principi di Chimica Industriale A.A. 2010-2011