Download
1 / 27
400 likes | 970 Views
Manufacturing Planning and Control. MPC 6 th Edition Chapter 8. Production Activity Control. Production Activity Control (PAC) concerns the execution of material plans.

E N D
Manufacturing Planning and Control MPC 6th Edition Chapter 8
Production Activity Control Production Activity Control (PAC) concerns the execution of material plans. A number of MPC activities, including Shop-floor Scheduling and Control (SFC), Vendor Scheduling and Follow-up, Order Release, and Purchasing fall partly or completely within the realm of Production Activity Control.
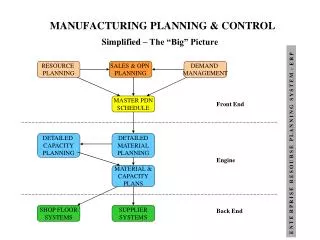
Production Activity Control in the MPC System Resource planning Sales and operations planning Demand management Master production scheduling Detailed capacity planning Detailed material planning Material and capacity plans Order release Purchasing Production activity control Shop-floor scheduling and control (SFC) Vendor scheduling and follow-up
Just-in-Time (JIT) Effect on PAC • Formal systems for shop-floor control are largely unnecessary under JIT • PAC functions are simplified • Order release through kanbans or other pull system • Limited work-in-process inventories • Detailed scheduling is not needed • No data collection or monitoring requirements–only raw material and finished goods inventories • Vendor scheduling may be more complex under JIT
Production Activity Control and Company Environment • The primary PAC objective is managing material flows to meet MPC plans • Other objectives may pertain to efficient use of capacity, labor, tools, time, or materials • Under JIT the objective is material velocity • PAC objectives reflect the firm’s strategy and competitive position
Basic Shop Floor Concepts • Routing and lead-time data are essential inputs • Routing specifies the operation, its duration, and the work center performing the work • Lead times typically consist of four elements • Run time • Setup time • Move time • Queue time
Operation Setback Chart Part D has three operations Sub-Assembly Finished Product Component parts
Lead-Time Management • The four elements of lead time (run, setup, move, and queue) can be compressed with good PAC management • A basic principle of MPC systems is to substitute information for inventory • The knowledge of when an order will arrive at a work center replaces the need to WIP inventory feeding the work center
Gantt Charts • Gantt charts show a schedule • Each step listed separately • Relationship between steps portrayed visually
Priority Sequencing Rules • Determine which job to run next at a particular work center • When a job is near completion, the available jobs in the queue are evaluated
Priority Sequencing Rules • Common rules • Order slack–work on the job with the least total slack • Slack per operation–divide total slack by the number of remaining operations, then work on job with least slack • Critical ratio–calculate (time remaining)/(work remaining) and work on job with lowest ratio • Shortest operation next–work on the job that can be completed most quickly
Theory of Constraints (TOC) • TOC focuses effort on bottleneck resources • Bottlenecks limit the capacity of the entire plant • Objective is to maximize throughput • Bottlenecks may be constraints other than work centers • Constraints are identified, buffered with inventory, and their importance is stressed to the entire factory
Theory of Constraints Scheduling • Drum-Buffer-Rope • Drum–bottleneck work centers which control the tempo of workflow through the plant • Buffer–inventory and/or scheduling activities to protect the throughput at bottlenecks from random variation • Rope–use of pull scheduling at non-bottleneck resources • Material moves through non-bottleneck resources as quickly as possible, bottlenecks are managed for maximum efficiency
TOC Scheduling Scheduling is completed according to the work center type Potential bottlenecks are identified using rough-cut capacity planning
Capacity Utilization Chart Work centers over a capacity threshold (80%) are considered bottlenecks
Buffers • TOC uses both safety stock and safety lead time at bottleneck operations • Safety lead time is introduced between sequential orders at the bottleneck • Safety stock of completed parts from preceding, non-bottleneck operations is held in front of the bottleneck to prevent shortages
TOC and Lot Sizing • Lot sizes are calculated differently for bottleneck and non-bottleneck resources • For the same finished item, lot sizes at different operations may be different • TOC splits orders at non-bottleneck resources and combines orders at bottlenecks • This maintains supply of non-bottleneck parts while reducing setup time and/or increasing efficiency at the bottleneck
Managing the TOC Schedule • Schedule new orders on the bottleneck operations (drums) • Finite backward scheduling • Exploiting the drums • If necessary, add capacity to drums by moving work or outsourcing • Material release–ropes • Release raw materials to non-bottlenecks only when scheduled • Proactive management of buffers • Ensure that bottleneck resources are not starved for orders • Elevating the drum • Increase capacity at the bottlenecks to allow the organization to grow
TOC Implementation Issues • Requires a major shift in manufacturing mindset (paradigm shift) • Its OK to not work (at a non-bottleneck) if there are no orders • Firm needs sound systems, education, top-management support, and willingness to change
Vendor Scheduling and Follow-Up • Objective–align orders with due dates • Vendor must have continually updated information concerning priorities • Contractual agreements may limit the type and degree of change the vendor must accommodate • Use of the Internet can enhance the speed and efficiency of information exchange
Principles • Production activity control system design must be in concert with the firm’s needs. • Vendor capacities should be planned and scheduled with as much diligence as internal resources. • Lead times must be managed. • Feedback from the PAC should provide both status and early warning information to other MPC modules
Principles • E-based systems can improve communication between customer and vendor, reducing lead time and overhead. • TOC scheduling provides improved performance by focusing on the constraining resources. • TOC implementation requires a change in culture. • Traditional priority rules can play a role in scheduling non-bottleneck resources. • Stability in manufacturing loads and capacity plans facilitates shop-floor execution.
Quiz – Chapter 8 • Production activity control (PAC) actions take place mainly in which section of the MPC system? • The shop-floor control system is kept current on changes in material plans by the MRP system? (True/False) • Formal shop-floor control systems are unnecessary under JIT? (True/False) • A visual representation of the scheduling process can be provided by _________ charts. • The TOC scheduling process is called ______-_________-_________. • In TOC scheduling, buffers are maintained before and after _____________ resources.