Download
1 / 1
10 likes | 70 Views
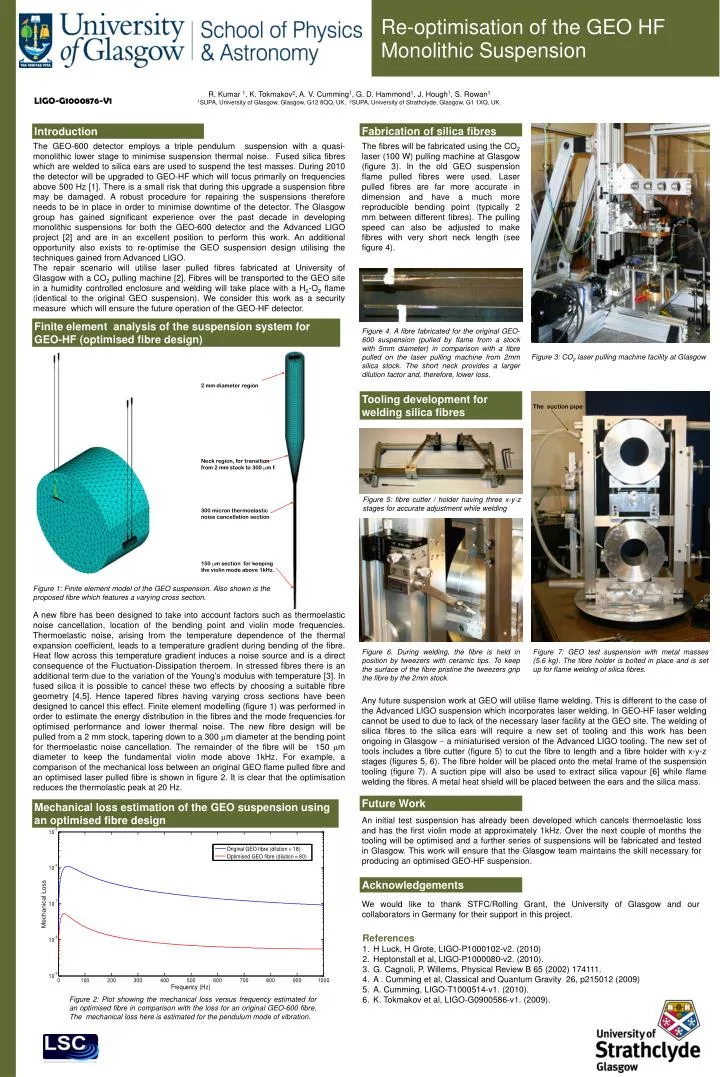
2 mm diameter region. The suction pipe. Neck region, for transition from 2 mm stock to 300 m fibre. 300 micron thermoelastic noise cancellation section. 150 m section for keeping the violin mode above 1kHz.

E N D
2 mm diameter region The suction pipe Neck region, for transition from 2 mm stock to 300 m fibre 300 micron thermoelastic noise cancellation section 150 m section for keeping the violin mode above 1kHz. Figure 1: Finite element model of the GEO suspension. Also shown is the proposed fibre which features a varying cross section. Re-optimisation of the GEO HF Monolithic Suspension R. Kumar 1, K. Tokmakov2, A. V. Cumming1, G. D. Hammond1, J. Hough1, S. Rowan1 1SUPA, University of Glasgow, Glasgow, G12 8QQ, UK, 2SUPA, University of Strathclyde, Glasgow, G1 1XQ, UK. LIGO-G1000876-V1 Fabrication of silica fibres Introduction The GEO-600 detector employs a triple pendulum suspension with a quasi-monolithic lower stage to minimise suspension thermal noise. Fused silica fibres which are welded to silica ears are used to suspend the test masses. During 2010 the detector will be upgraded to GEO-HF which will focus primarily on frequencies above 500 Hz [1]. There is a small risk that during this upgrade a suspension fibre may be damaged. A robust procedure for repairing the suspensions therefore needs to be in place in order to minimise downtime of the detector. The Glasgow group has gained significant experience over the past decade in developing monolithic suspensions for both the GEO-600 detector and the Advanced LIGO project [2] and are in an excellent position to perform this work. An additional opportunity also exists to re-optimise the GEO suspension design utilising the techniques gained from Advanced LIGO. The repair scenario will utilise laser pulled fibres fabricated at University of Glasgow with a CO2 pulling machine [2]. Fibres will be transported to the GEO site in a humidity controlled enclosure and welding will take place with a H2-O2 flame (identical to the original GEO suspension). We consider this work as a security measure which will ensure the future operation of the GEO-HF detector. The fibres will be fabricated using the CO2 laser (100 W) pulling machine at Glasgow (figure 3). In the old GEO suspension flame pulled fibres were used. Laser pulled fibres are far more accurate in dimension and have a much more reproducible bending point (typically 2 mm between different fibres). The pulling speed can also be adjusted to make fibres with very short neck length (see figure 4). Finite element analysis of the suspension system for GEO-HF (optimised fibre design) Figure 4. A fibre fabricated for the original GEO-600 suspension (pulled by flame from a stock with 5mm diameter) in comparison with a fibre pulled on the laser pulling machine from 2mm silica stock. The short neck provides a larger dilution factor and, therefore, lower loss. Figure 3: CO2 laser pulling machine facility at Glasgow Tooling development for welding silica fibres Figure 5: fibre cutter / holder having three x-y-z stages for accurate adjustment while welding A new fibre has been designed to take into account factors such as thermoelastic noise cancellation, location of the bending point and violin mode frequencies. Thermoelastic noise, arising from the temperature dependence of the thermal expansion coefficient, leads to a temperature gradient during bending of the fibre. Heat flow across this temperature gradient induces a noise source and is a direct consequence of the Fluctuation-Dissipation theroem. In stressed fibres there is an additional term due to the variation of the Young’s modulus with temperature [3]. In fused silica it is possible to cancel these two effects by choosing a suitable fibre geometry [4,5]. Hence tapered fibres having varying cross sections have been designed to cancel this effect. Finite element modelling (figure 1) was performed in order to estimate the energy distribution in the fibres and the mode frequencies for optimised performance and lower thermal noise. The new fibre design will be pulled from a 2 mm stock, tapering down to a 300 m diameter at the bending point for thermoelastic noise cancellation. The remainder of the fibre will be 150 m diameter to keep the fundamental violin mode above 1kHz. For example, a comparison of the mechanical loss between an original GEO flame pulled fibre and an optimised laser pulled fibre is shown in figure 2. It is clear that the optimisation reduces the thermolastic peak at 20 Hz. Figure 6. During welding, the fibre is held in position by tweezers with ceramic tips. To keep the surface of the fibre pristine the tweezers grip the fibre by the 2mm stock. Figure 7: GEO test suspension with metal masses (5.6 kg). The fibre holder is bolted in place and is set up for flame welding of silica fibres. Any future suspension work at GEO will utilise flame welding. This is different to the case of the Advanced LIGO suspension which incorporates laser welding. In GEO-HF laser welding cannot be used to due to lack of the necessary laser facility at the GEO site. The welding of silica fibres to the silica ears will require a new set of tooling and this work has been ongoing in Glasgow aminiaturised version of the Advanced LIGO tooling. The new set of tools includes a fibre cutter (figure 5) to cut the fibre to length and a fibre holder with x-y-z stages (figures 5, 6). The fibre holder will be placed onto the metal frame of the suspension tooling (figure 7). A suction pipe will also be used to extract silica vapour [6] while flame welding the fibres. A metal heat shield will be placed between the ears and the silica mass. Future Work Mechanical loss estimation of the GEO suspension using an optimised fibre design An initial test suspension has already been developed which cancels thermoelastic loss and has the first violin mode at approximately 1kHz. Over the next couple of months the tooling will be optimised and a further series of suspensions will be fabricated and tested in Glasgow. This work will ensure that the Glasgow team maintains the skill necessary for producing an optimised GEO-HF suspension. Acknowledgements We would like to thank STFC/Rolling Grant, the University of Glasgow and our collaborators in Germany for their support in this project. • References • H Luck, H Grote, LIGO-P1000102-v2. (2010) • Heptonstall et al, LIGO-P1000080-v2. (2010). • G. Cagnoli, P. Willems, Physical Review B 65 (2002) 174111. • A . Cumming et al, Classical and Quantum Gravity 26, p215012 (2009) • A. Cumming, LIGO-T1000514-v1. (2010). • K. Tokmakov et al, LIGO-G0900586-v1. (2009). Figure 2: Plot showing the mechanical loss versus frequency estimated for an optimised fibre in comparison with the loss for an original GEO-600 fibre. The mechanical loss here is estimated for the pendulum mode of vibration.


![>> W1=[1 1 1 1;1 -j -1 j;1 -1 1 -1;1 j -1 -j] W1 =](https://cdn1.slideserve.com/3227081/slide1-dt.jpg)