Download
1 / 18
180 likes | 181 Views
This project aims to develop buried arc gas metal arc welding (GMAW) procedures for shipyard applications, demonstrating high productivity and high-quality methods for joining thick plates with lower distortion. The project team will identify suitable procedures, conduct testing, and collect data for business case decisions.

E N D
High Penetration Dynamic Buried Arc Welding NSRP Project Number 2019-375 Task 003 EWI Project Number 58244GTH Welding Technology Panel Meeting August 14, 2019 Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Acknowledgements • This project was funded by the National Shipbuilding Research Program – Advanced Shipbuilding Enterprise. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Overview • Introduction • Objectives • Project team • Approach • Shipyard application #1 • Equipment setup • Materials preparation • Schedule and next steps Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
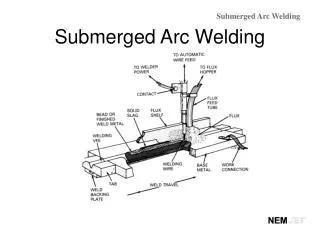
Introduction (1 of 2) • OTC Daihen has a gas metal arc welding (GMAW) process variant termed D-Arc that is designed for buried arc welding of thick sections. • Buried arc welding has been promoted in the past, but erratic behavior and difficulty “tuning" the process have limited its applications, especially in shipbuilding. • OTC Daihen has made improvements to the entire spectrum of this technology, which makes this process a potential high productivity, high-quality method for joining thick plates with lower distortion. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Introduction (2 of 2) • The buried arc GMAW process has been demonstrated by OTC Daihen for welding square groove butt-joints in ¾-in thick steel in a single pass, which suggests that widespread implementation for shipyard applications may be possible. • This project is needed to develop buried arc GMAW procedures for selected candidate shipyard applications, demonstrate that test plates produced using the developed procedures can meet the procedure qualification test requirements, and to develop productivity, heat input, and other data required for making business case decisions. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
OTC Daihen’s Buried Arc GMAW System • D-Arc system consists of the following components: • Two power sources (rated for 650-A at 100% duty cycle), • Main wire feeder (max wire feed speed ~ 2800-ipm), • Assist wire feeder, • Heavy duty water-cooled torch, • Torch positioning system (robot, side beam, etc.). • Welding programs designed for 0.052-in Ø steel wire, 100% CO2 shielding gas, and steel base material are currently available. Travel = 9.4-ipm Heat Input = 178-KJ/in Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Objective • Identify buried arc GMAW procedures that can produce satisfactory thick plate welds in Navy and/or ABS steels that consistently meet the nondestructive testing (NDT) and mechanical testing requirements, while reducing distortion and weld times. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Project Team • EWI (prime) • Nick Kapustka (PI), Katie Hardin (PM), Steve Manring (Eng. Support), Michael Carney (Eng. Support) • NSRP Technical Representative • Frances Pearce (ATI) • NSRP Program Technical Representative (PTR) • Jonathan Roberts (Ingalls) • Participants • Ken Johnson (Vigor) • Jeff Farren (NSWCCD) • Cody Whitely (NASSCO) • Kevin Roossinck (Ingalls) • Supporters • Nick Evans (GD-BIW) Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Approach (1 of 3) • Task 1 – Project Initiation and Kick-off Meeting (In-Process) • Issue subcontracts to participants. (Complete) • Setup D-Arc system at EWI. (Week of August 26, 2019) • Project kickoff telecom (Complete) • Review the project plan. • Identify up to two applications for evaluation. • Determine shipyards that are interested in attending the demonstration at EWI in Task 3. • Consult with NSWCCD to determine the tests required for procedure qualification for each application. (Complete for App. #1) • Finalize the project plan. (Complete) Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Approach (2 of 3) • Task 2 – Identification of D-Arc Parameter Sets (In-Process) • Acquire the base material and filler wire for each application. • Develop buried arc GMAW procedures for each application. • Produce weldments for each application using the developed procedures and evaluate in accordance with the anticipated tests required for procedure qualification. • Produce a procedure qualification record for each candidate application that lists the best developed procedures and corresponding nondestructive and destructive test results. • Document productivity, heat input, and other data related to the business case. • Summarize results in PowerPoint and present to the project team. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Approach (3 of 3) • Task 3 – Demonstration and Implementation (Not Started) • Demonstrate the buried arc GMAW process and corresponding best developed procedures for the selected applications for the project team members at EWI. • If schedule and budget allow, EWI will assist participating shipyards with implementation of the buried arc GMAW process for the selected applications. • Task 4 – Technology Transfer and Reporting (In Process) • Project briefings at NSRP Welding Technology Panel meetings. • Quarterly project progress reports. • Final written report. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Application #1 • Application #1 was selected during the kickoff meeting on May 28, 2019. • Application #2 may be selected after mechanical properties are determined for Application #1. • Butt-joint in ½-in thick DH36 steel plate • Flat (1G) position. • Joint design is TBD. • Joint B2(S)v.2 in MIL-STD-22D will be screened. • Bevel: 45-deg., 0-in. root opening, 3/16-in. land, copper backing bar. • Base material: ½-in. thick DH36 steel plate (provided by Ingalls). • Filler wire: 0.052-in. Ø ER70S-3. • Shielding gas: 100% CO2. • Copper backing bar. Figure 4 of MIL-STD-22D B2(S)v.2 Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release.
Application #1 – Qual. Requirements (1 of 2) • Requirements for qualifying buried arc GMAW procedures for welding Application #1 have been discussed with NSWCCD. • Application #1 may not be categorized as a “special weld” • Buried arc GMAW will likely be viewed as a GMAW process variant. • A joint design that complies with MIL-STD-22D needs to be used for this not to require special approval. • Actual procedure qualification requirements need to be determined in the future through discussions with NSWCCD and NAVSEA. • Requirements specified in NAVSEA Tech Pub 248 for qualifying procedures of legacy processes (i.e. submerged arc welding) will likely apply in addition to any other NAVSEA specified requirements. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release.
Application #1 – Qual. Requirements (2 of 2) • NAVSEA Tech Pub 248 procedure qualification requirements for legacy processes: • Nondestructive evaluation • Performed in accordance with MIL-STD-271. • Acceptance in accordance with Class 1 requirements of MIL-STD-2035. • Visual testing, magnetic particle testing, radiographic testing, and ultrasonic testing. • Mechanical testing • Specimens prepared in accordance with AWS B4.0. • Two rectangular tensile test specimens, two face bend specimens, two root bend specimens, and five weld metal CVN specimens. • Test plates welded with the best identified buried arc GMAW procedures will be subjected to the nondestructive and mechanical tests listed above. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Equipment Setup • Buried arc GMAW system setup • OTC Daihen will be installing the D-Arc system at EWI the week of August 26, 2019. • EWI has prepared a Panjiris side beam. • Fixture with copper backing bar has been prepared • Groove in copper backing bar is designed to enable the root of the joint to meet the Class 1 visual inspection requirements of MIL-STD-2035. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Materials Preparation • A spool of 0.052-in. Ø ER70S-3 wire has been acquired. • Quantity of 32 EH36 plates, ½-in. x 6-in. x 24-in., have been prepared with one 24-in. long edge being machined • EH36 will be used for procedure development because it is readily available and is expected to perform similar to DH36. • Six EH36 plates will have one 24-in. long edge prepared with the B2(S)v.2 joint design shown in Figure 4 of MIL-STD-22D. • 45-deg. bevel, 3/16-in. land. Figure 4 of MIL-STD-22D B2(S)v.2 Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release
Schedule & Next Steps • Schedule • Project end date is April 24, 2020. • Buried arc GMAW system will be installed at EWI the week of August 26, 2019. • Project is on schedule. • Next steps • Six EH36 plates will be prepared with the B2(S)v.2 joint design shown in Figure 4 of MIL-STD-22D. • OTC Daihen will be at EWI the week of August 26 to install the D-Arc system. • Procedure development trials for Application #1 will begin the week of August 26 with OTC Daihen personnel onsite to assist. Category A Data - Government Purpose Rights Distribution Unlimited/Approved for Public Release