Download
1 / 27
280 likes | 296 Views
Substrate-Paddle-Base. Peter Cooke. Substrate-Paddle-Base. Substrate Production Paddle – Base – Feet Component Production. LHCb Substrate Production. Substrate Dimensions Materials and preparation Lay-up Inspection and Packaging Recommended Curing Instructions Summary.

E N D
Substrate-Paddle-Base Peter Cooke
Substrate-Paddle-Base • Substrate Production • Paddle – Base – Feet Component Production Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
LHCb Substrate Production • Substrate Dimensions • Materials and preparation • Lay-up • Inspection and Packaging • Recommended Curing Instructions • Summary Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Substrate Dimensions • Carbon Fibre 177 x 123mm • TPG 169 x 115mm with semi-circular cut-out (detector area) • 4mm Carbon Fibre frame surrounding TPG Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Materials Preparation TPG • 400um TPG board cut to 169 x 115mm • Semi-circular area removed • Abrade both sides with course emery paper • Cleaned and degreased with alcohol • Left to dry Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
TPG with cut-out Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Preparation Carbon Fibre • Supplier; Amber Composites UK • Carbon fibre Pre-preg 120 gm plain weave, epoxy resin impregnated • Cut to size 177 x 123mm • 2 Pieces – weave direction 0 – 90 deg • 2 Pieces – weave direction +/- 45 deg • Pre-preg approximate cured thickness 0.125mm per layer Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
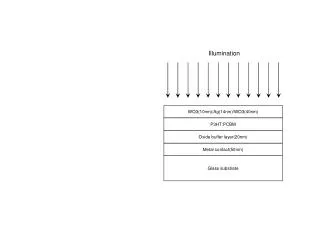
Lay-up Procedure • Release film applied to flat steel plate • 1st layer 0 – 90 deg on flat plate • 2nd layer +/- 45 deg on top • TPG placed centrally on 2nd layer • 4mm strips of pre-preg surrounding TPG (and in cut-out)– 3 layers with orientation of fibres balanced • 3rd layer +/- 45 deg placed over previous • 4th layer 0 – 90 deg to complete Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Carbon Fibre and TPG Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Recommended Cure • Amber Composites • Fibre; T300 • Resin E722.02 45% RW • Increase temp. to 120 C @ 3 C/ min • Increase pressure to 90 psi • Hold for 1 hour • Cool to 60 C before releasing pressure Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Inspection & Packaging • Visual Inspection - surface finish • Inspection – Micrometer/Smartscope • Substrates have release film applied to each face to protect resin • 10 substrates are sandwiched together between two 6mm thick aluminium plates • Surrounded in foam and packed in cardboard box • Shipped off to Stevenage Circuits Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Summary • Carbon Fibre remaining to produce up to 80 more substrates • 39 pieces of TPG in stock (20 on order) • Carbon Fibre stored in freezer @ -18 C • TPG stored in locked cupboard • Can produce 10 per week Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Paddle/Base Assembly Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Base and Feet Manufacture • Base – Cut from solid sheet of carbon fibre and machined in-house. • Invar feet – CNC Wire Eroded in-house to guarantee accuracy. Spigot on right foot tolerance 0.000 to –0.008 • Feet numbered in pairs Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Paddle Fabrication • Material; Pre-preg ACG VTM264/CF0300-42%RW 200 gram 2 x 2 Twill (Stored–18deg C) • Female mould tool CNC machined and hand finished in two halves. • Dowelled and fastened together during lay-up • Tool treated with PTFE release solution and buffed to a gloss finish Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Paddle Lay-up • Carbon fibre cut to templates, 2 layers per face. 1 @ 0/90 deg and 1@ +/-45 deg • Apply fibre to each face, 0/90 then +/-45 • Final thickness over major area of paddle 0.5mm • Rear face – fibre flush to tool surface • Front face – overlapping tool face 6 – 2mm along length • 3 x 12mm wide strips added to each face at the topmost area of the tool. Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Paddle Lay-up (cont) • Add release film and bleed ply fabric to the exposed fibre • Add a strip of breather fabric to each side • Make vacuum bag and fit into front side of tool • Place rear side of tool over dowels on the top and fasten into place • Place assembly into large vacuum bag and seal inner to outer bags Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Paddle Cure • In autoclave • Apply vacuum • Heat to 65 deg C at 0.5 deg C/ minute • At 65 deg C apply 90 psi • Hold for 16 hours • Cool, release pressure and vacuum • De-mould the part Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Visual inspection – Surface finish, conformity to mould-tool, loose fibres, resin high spots, etc. Parts Inspection Peter Cooke 28 Feb - 1 March 2006 - VELO PRR
Summary • 17 - Paddles ready • We have enough carbon fibre stored in freezer to produce another 80 paddles • Carbon Fibre Bases ready – Total 80 • Invar Feet ready – Total 80 sets • Aluminium inserts ready – Total 80 sets Peter Cooke 28 Feb - 1 March 2006 - VELO PRR