Download
1 / 28
330 likes | 668 Views
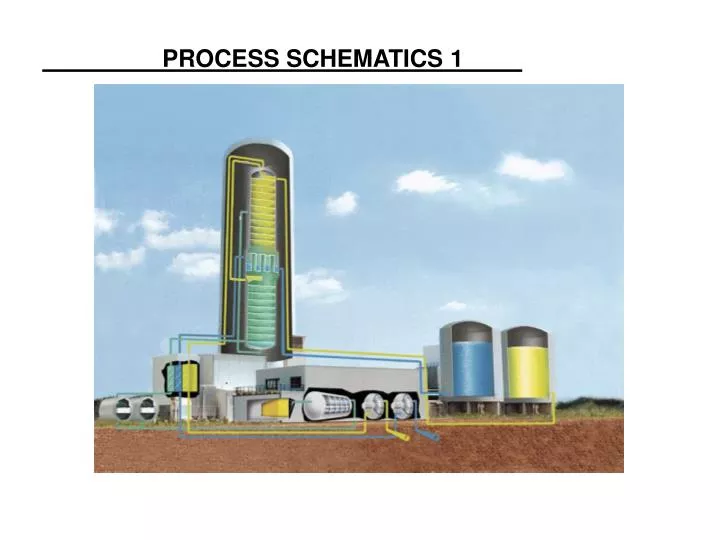
PROCESS SCHEMATICS 1 . Product. Compressor. GOX. CO. Flue Gas. Combustion Chamber. Product. Compressor. Recycle Stream 2. CO2. Recycle Stream 1. LCO2. CO2 iquifier. CO2 Recovery & O2 Onsite Production &Steam Supply CO Combustion PSA-CO2 VPSA (O2) Natural Gas Feeding.

E N D
Product Compressor GOX CO Flue Gas Combustion Chamber Product Compressor Recycle Stream 2 CO2 Recycle Stream 1 LCO2 CO2 iquifier CO2 Recovery & O2 Onsite Production &Steam SupplyCO Combustion PSA-CO2 VPSA (O2) Natural Gas Feeding Air Filter Compressor cooling water tower Steam Supply to the customer steam 12,3 TPH VSA circulating water 30°C Natural Gas soft water cooling tower 1400 °C 150 °C only 70% available waste heat boiler soft water pre.heater S-removal CO2 PSA Buffer Mix Cooling Water Dryer Submicron Filter off-gas
Product Compressor GOX CO Flue Gas Combustion Chamber Product Compressor Recycle Stream 2 CO2 Recycle Stream 1 CO2 Recovery& O2 Onsite Production &Steam SupplyCO Combustion LPR- CO2 VPSA (O2) Natural Gas Feeding Air Filter Compressor cooling water tower Steam Supply to the customer steam 12,3 TPH VSA circulating water 30°C Natural Gas waste VSA-gas soft water cooling tower 1400 °C 150 °C only 70% available waste heat boiler soft water pre.heater Liquid Pressure Rinsing (Rectisol) molesieve dryer Liquid Pressure Rinsing (Selexol) LCO2 off-gas CO2 iquifier
Product Compressor GOX CO Flue Gas Combustion Chamber Product Compressor Recycle Stream 2 CO2 Recycle Stream 1 LCO2 CO2 iquifier CO2 Recovery & O2 Onsite Production & Power SupplyCO Combustion PSA-CO2 VPSA (O2) Natural Gas Feeding Air Filter Compressor cooling water tower power to the customer power VSA Power Turbine Natural Gas 6 MW steam 12,3 TPH circulating water 30°C soft water cooling tower 1400 °C 150 °C only 70% available waste heat boiler soft water pre.heater power S-removal CO2 PSA Buffer Mix Cooling Water Dryer Submicron Filter off-gas
Product Compressor GOX CO Flue Gas Combustion Chamber Product Compressor Recycle Stream 2 CO2 Recycle Stream 1 LCO2 CO2 iquifier CO2 Recovery (PSA +CO Combustion) & O2 Onsite Production & Power Supply & Membrane N2 GAN cooling water tower Air Filter Compressor air power to the customer power air VSA Power Turbine Natural Gas 6 MW steam 12,3 TPH circulating water 30°C soft water cooling tower 1400 °C 150 °C only 70% available waste heat boiler soft water pre.heater power S-removal CO2 PSA Buffer Mix Cooling Water Dryer Submicron Filter off-gas
H2 Product Compressor GOX GOX CO Flue Gas Combustion Chamber Product Compressor Recycle Stream 2 CO2 Recycle Stream 1 CO2 Recovery & O2 Onsite Production & H2 ElectrolyserCO Combustion PSA-CO2 VPSA (O2) Natural Gas Feeding Auto-Power Producer water Air Filter Compressor cooling water tower electrolyser power power VSA Power Turbine Natural Gas 6 MW steam 12,3 TPH circulating water 30°C soft water cooling tower 1400 °C 150 °C only 70% available waste heat boiler soft water pre.heater power S-removal CO2 PSA Buffer Mix Cooling Water LCO2 Dryer Submicron Filter CO2 iquifier off-gas
H2 Product Compressor GOX GOX CO Flue Gas Combustion Chamber Product Compressor Recycle Stream 2 CO2 Recycle Stream 1 LCO2 CO2 iquifier CO2 Recovery & O2 Onsite Production & H2 ElectrolyserCO Combustion PSA-CO2 VPSA (O2) Auto-Power Producer water Air Filter Compressor cooling water tower electrolyser power power VSA Power Turbine 6 MW steam 12,3 TPH circulating water 30°C soft water cooling tower 1400 °C 150 °C waste heat boiler soft water pre.heater power S-removal CO2 PSA Buffer Mix Cooling Water Dryer Submicron Filter off-gas
Product Compressor VSA GOX CO Flue Gas Combustion Chamber Dryer Recycle Stream 2 CO2 Product Compressor Recycle Stream 1 CO2 Recovery & O2 Onsite Production CO-LPG/Sasol-oil Combustion LPR-CO2 VPSA (O2) Air Filter Compressor cooling water tower cooling water LPG - Sasol Oil CO 850 °C chiller tower only 70% available 30 °C off gas Scrubber MDEA Stripper filter LCO2 CO2 iquifier steam
Product Compressor VSA GOX CO Combustion Chamber Dryer Recycle Stream 2 CO2 Product Compressor Recycle Stream 1 CO2 Recovery & O2 Onsite Production LPG/Sasol-oil Combustion LPR-CO2 VPSA (O2) Air Filter Compressor cooling water tower cooling water LPG - Sasol Oil CO 850 °C chiller tower 30 °C off gas Scrubber MDEA Stripper filter LCO2 CO2 iquifier steam
Product Compressor VSA GOX H2 CO Flue Gas Combustion Chamber Dryer Recycle Stream 2 CO2 Product Compressor Recycle Stream 1 CO2 Recovery & O2 Onsite Production CO-LPG/Sasol-oil Combustion LPR-CO2 VPSA (O2) power generation H2 production Air Filter Compressor cooling water tower power electrolyser cooling water Power Turbine steam 10 TPH LPG - Sasol Oil soft water CO cooling tower 850 °C 150 °C only 70% available waste heat boiler soft water pre.heater 30 °C off gas Scrubber MDEA Stripper filter LCO2 CO2 iquifier steam
Product Compressor VSA GOX CO Flue Gas Combustion Chamber Dryer Recycle Stream 2 CO2 Product Compressor Recycle Stream 1 CO2 Recovery & O2 Onsite Production CO-LPG/Sasol-oil Combustion LPR-CO2 VPSA (O2) power generation H2 production Air Filter Compressor cooling water tower power power to JV electrolyser cooling water Power Turbine steam 10 TPH LPG - Sasol Oil soft water CO cooling tower 850 °C 150 °C only 70% available waste heat boiler soft water pre.heater Burner off-gas 30 °C off gas Scrubber MDEA Stripper filter LCO2 CO2 iquifier steam
Product Compressor VSA GOX H2 CO Combustion Chamber Dryer Recycle Stream 2 CO2 Product Compressor Recycle Stream 1 CO2 Recovery & O2 Onsite Production LPG/Sasol-oil Combustion LPR-CO2 VPSA (O2) power generation H2 production Air Filter Compressor cooling water tower power electrolyser cooling water Power Turbine steam 10 TPH LPG - Sasol Oil power soft water CO cooling tower 850 °C 150 °C waste heat boiler soft water pre.heater Burner off-gas 30 °C off gas Scrubber MDEA Stripper filter LCO2 CO2 iquifier steam
Product Compressor VSA GOX CO Flue Gas Combustion Chamber Dryer CO2 Product Compressor CO2 Recovery & O2 Onsite Production CO-LPG/Sasol-oil Combustion without R1/R2 LPR-CO2 VPSA (O2) Air Filter Compressor cooling water tower cooling water LPG - Sasol Oil CO 850 °C chiller tower only 70% available 30 °C off gas Scrubber MDEA Stripper filter LCO2 CO2 iquifier steam
Product Compressor VSA GOX H2 CO Flue Gas Combustion Chamber Dryer CO2 Product Compressor CO2 Recovery & O2 Onsite Production CO-LPG/Sasol-oil Combustion without R1/R2 LPR-CO2 VPSA (O2) power generation H2 production Air Filter Compressor cooling water tower power electrolyser cooling water Power Turbine steam 10 TPH LPG - Sasol Oil soft water CO cooling tower 850 °C 150 °C only 70% available waste heat boiler soft water pre.heater 30 °C off gas Scrubber MDEA Stripper filter LCO2 CO2 iquifier steam
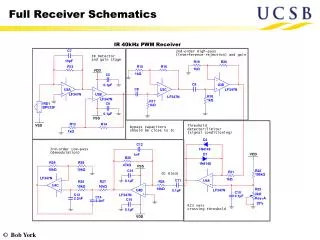
Air Separation Principle GOX Air Crude Ar GAN compander Cooling Water Supply LIN Compressor Crude Argon Column Cooling Water Raw Argon Main Heat Exchanger cooling water return Subcooler LOX Regeneration Gas Heater molecular sieve adsorber molecular sieve adsorber Rectification Column Cold Box Regeneration Gas Vent
Air Separation Process Description • Air Compressor • Filtered air is compressed by a centrifugal compressor in an oil free system. • Molecular Sieve Adsorbers • Removes water and carbon dioxide from the air in dual vessels on alternate duty. Regeneration gas cleans the off-stream vessel. Air Compressor • Direct Contact After Cooler • Cools and washes air by direct contact with cooling water. • Regeneration Gas Heater • Heats regeneration gas to required temperature. Cooling Water Regeneration Gas Heater Cooling Water Supply • Chiller • Provides a further stream of cooling water, chilled by waste gas and nitrogen, for use in the direct cooler.
Air Separation Process Description low pressure upper column • Main Heat Exchanger • Cools the purified air close to its liquification point against outgoing gaseous oxygen and nitrogen product streams and waste nitrogen. Cooled air passes to the high pressure column and the expansion turbine. • High and Low Pressure Columns • Initial separation of the air into an enriched oxygen liquid at thesumpof the high pressure column and nitrogen at the top. The low pressure column provides the separation into high purity oxygen , nitrogen product, waste nitrogen, and raw argon feed. Main Heat Exchanger high pressure lower column compander • Compander • Meets process refrigeration requirements by expanding part of the cold compressed air. • Crude Argon Column • Raw argon feed from the low pressure column feeds to the argon column for additional rectification to produce crude argon. Crude Argon Column • Subcooler • Subcools enriched oxygen liquid and liquid nitrogen to provide column reflux. Liquid nitrogen is also removed downstream of the subcooler as product. Subcooler
Argon Recovery DEOXO Process off - gas Hydrogen LIN High Purity Argon Column Compressor GAN Crude -LOX Pre- condensor Crude Argon Column Heat Exchanger Dryer Raw Argon Deoxo Process Main Condensor Crude Argon Cooler LAR
Argon Recovery DEOXO Process Description • Crude Argon Column • Separation of the O2/Ar merge extracted from the LP column into a sump product with a low argon content, returned to the LP column and a crude argon at the top. • DEOXO Process • The oxygen contained in the crude argon is separated in a deoxo by catalytic combustion with hydrogen. Deoxo Process • Water Main Condensor • The water produced is removed partly by condensing and completely by the molecular adsorbers. Crude Argon Column Main Condensor Raw Argon Crude Argon • High Purity Argon Column • The oxygen free crude argon is separated into a nitrogen rich residual gas and LAR in the high purity argon column. • Heat Exchanger • The crude argon is heated up in the heat exchanger to ambient temperature. High Purity Argon Column Heat Exchanger
Argon Recovery Process Direct Rectification cr.-GOX GAN off-gas LIN cr.-LOX packings Crude Argon High Purity Argon Column 99% Ar 1% N2 Argon Condenser packings Raw Argon Crude Argon Column vent GAN or Air LAR
Argon Recovery Process Description Direct Rectification • Crude Argon Column • Raw argon gas from the low pressure column is used as feed gas for the crude argon column. • In the crude argon column the oxygen is removed by means of cryogenic rectification. • High Purity Argon Column • Part of the oxygen free crude argon • is withdrawn subcooled and fed to the pure argon column. • Nitrogen in the pure argon column is removed by cryogenic rectification. • Liquid argon from the sump is transferred to the liquid storage tank. 99% Ar 1% N2 Crude Argon Column High Purity Argon Column • Argon Condenser • Reflux for the crude argon column is provided by condensing the main part of the O2 free crude argon against the rich liquid from the pressure column in the top condenser. Argon Condenser
Standard N2 - Generator Process GAN off gas Heater Air Filter Compressor Condenser Adsorber Cooler Liquid Storage Vessel Main Heat Exchanger Expansion Turbine Vaporizer LIN LIN Front End Rectification Column Back - up System
LIN Assist N2 - Generator Process GAN off gas Heater Air Filter Compressor Condenser Adsorber Cooler Liquid Storage Vessel Main Heat Exchanger Vaporizer LIN LIN Rectification Column Back - up System
LOX O2 - Generator Process 1) Molecular Sieve Adsorber Product Compressor GOX Heater Chiller Subcooler Cooling Water Liquid Storage Vessel Main Heat Exchanger Direct Contact After Cooler LOX Compressor Air Filter Evaporator Rectification Front End Back - up System 1) without booster
LOX O2 - Generator Process 2) molecular sieve adsorber Product Compressor Booster GOX Heater Chiller Subcooler Cooling Water Direct Contact After Cooler Main Heat Exchanger LOX Compressor Air Filter Evaporator Rectification Front End Back - up System 2) with booster
Oxygen / Nitrogen Generators Process Description • Air Booster Compressor • Provides a stream of purified air at sufficiently high pressure to vaporize pressurized liquid oxygen • Air Compressor • Filtered air is compressed by a centrifugal compressor in an oil-free system. • Main Heat Exchanger • Cools the purified air to appr. its liquification point against outgoing gaseous oxygen and nitrogen streams. Cooled air passes to the high pressure column and the expansion turbine. • Direct Contact After Cooler • Cools and washes air by direct contact with cooling water. Main Heat Exchanger molecular sieve adsorber • Molecular Sieve Adsorbers • Removes water and carbon dioxide from the air in dual vessels on alternate duty. Regeneration gas cleans the off-stream vessel. • Expansion Turbine • Meets process refrigeration requirements by expanding part of the cold compressed air.
low pressure Subcooler Oxygen 2 columns rectification high pressure Nitrogen 1 column rectification Oxygen / Nitrogen Generators Process Description • High and Low Pressure üColumns • Initial separation of the air into an oxygen-rich liquid at the sump of the high pressure column and nitrogen at the top. • Thelow pressure column provides the separation into oxygen and nitrogen products. • Subcoolers • Subcools oxygen-rich liquid and liquid nitrogen to provide column reflux. • Liquid Storage Tanks • optional due to tailor made concepts LIN LOX