Download
1 / 19
200 likes | 464 Views
Basic Hole Making. Machine Planning for Hole Operations. Not all holes are equal! Some holes are rough holes Some holes require tight tolerances Some holes are compound features Consider hole attributes when selecting hole making operations. Attribute 1: Basic Shape of Hole.

E N D
Machine Planning for Hole Operations • Not all holes are equal! • Some holes are rough holes • Some holes require tight tolerances • Some holes are compound features • Consider hole attributes when selecting hole making operations
Attribute 1: Basic Shape of Hole • “Simple” thru hole • “Simple” blind hole • Sub-features • Threads • Counterbore • Countersink • Spotface
Attribute 2: Size of Hole • Diameter • “Standard” • “Non-standard” • Very Large • Very Small
Attribute 3: Tolerances of Hole • Dimensional Tolerances • X – Y Location • Diameter • Geometric Tolerances • Perpendicularity/Angularity • Circularity/Cylindricity • Straightness • Other • Surface Finish
Center Drilling • Mark the X – Y location of the desired hole • Prevents twist drill “wander” • Especially helpful when: • Workpiece is not flat • Holes are not perpendicular to the part surface • Close positional tolerances are required
Drilling • Twist drill is most common drilling tool • Creates or enlarges non-precision holes • Drilling is a roughing operation • May produce coarse, helical feed marks • Poor dimensional accuracy • Creates small burrs on entry, coarse burrs on exit
Drilling (Cont.) • Twist drills always follow existing holes • Twist drills require workpiece material on all sides of the hole • Twist drills only cut on the bottom of the tool • Cutting forces are greatest at “break through”
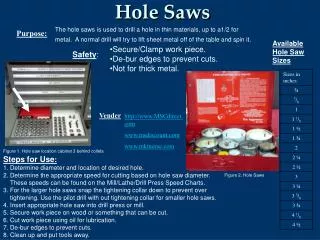
Drilling Tools • Four “series” of twist drills • Fractional - 1/64” - 4” in 1/64 steps • Letter - A (.234”) to Z (.413”) • Number - #1 (.228”) to #97 (.0059”) • Metric - .5 to 80mm • Common Twist Drill Wear Patterns: • Burnt corners - spindle RPM too high • Broken edges/cracks - Feed too high
Common Drilling Techniques(with twist drills) • Center Drill all holes requiring accurate X – Y location • Peck Drill deep holes (more than 3X drill diameter) • Step Drill (drill pilot hole) large holes • Select pilot hole slightly larger than the drill web • Do not select pilot hole that is excessively large
Boring • Boring is a single point cutting operation • Produces a precise internal cylindrical surface • Enlarges and straightens existing holes • May be used to modify existing hole location and orientation
Boring (Cont.) • Produces close tolerance holes • Good surface finish is possible • Good roundness • Accurate diameters which may have non-standard diameters
Reaming • Uses a multi-fluted cutting tool called a Reamer • Existing hole is enlarged and accurately sized • Requires an appropriate size hole in the workpiece prior to reaming • Refer to stock allowance charts
Reaming (Cont.) • Produces close tolerance holes • Good surface finish • Good roundness • Accurate Diameters • Does not modify existing hole location or orientation • A reamer follows an existing hole
Tapping • Tap produces uniform, internal helical threads. • Requires an appropriate size hole in the workpiece prior to being tapped • Refer to “tap drill” reference charts • Lubrication is essential during tapping • Produces small chips • Use pecking motion to break chips
Counter Bore • A counter bore is a cylindrical enlargement of a top of an existing hole
Spot Face • A spot face is the smoothing and squaring of surface around the top of an existing hole.
Countersink • A countersink is a conical enlargement of a top of an existing hole.