Download
1 / 1
10 likes | 58 Views
Current (nA). Y position in the gap. Photodiode. Laser. Machanical excitation. X position in the gap. wire. Panel. http://lhcb.web.cern.ch/lhcb/. Abstract

E N D
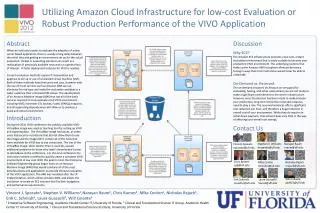
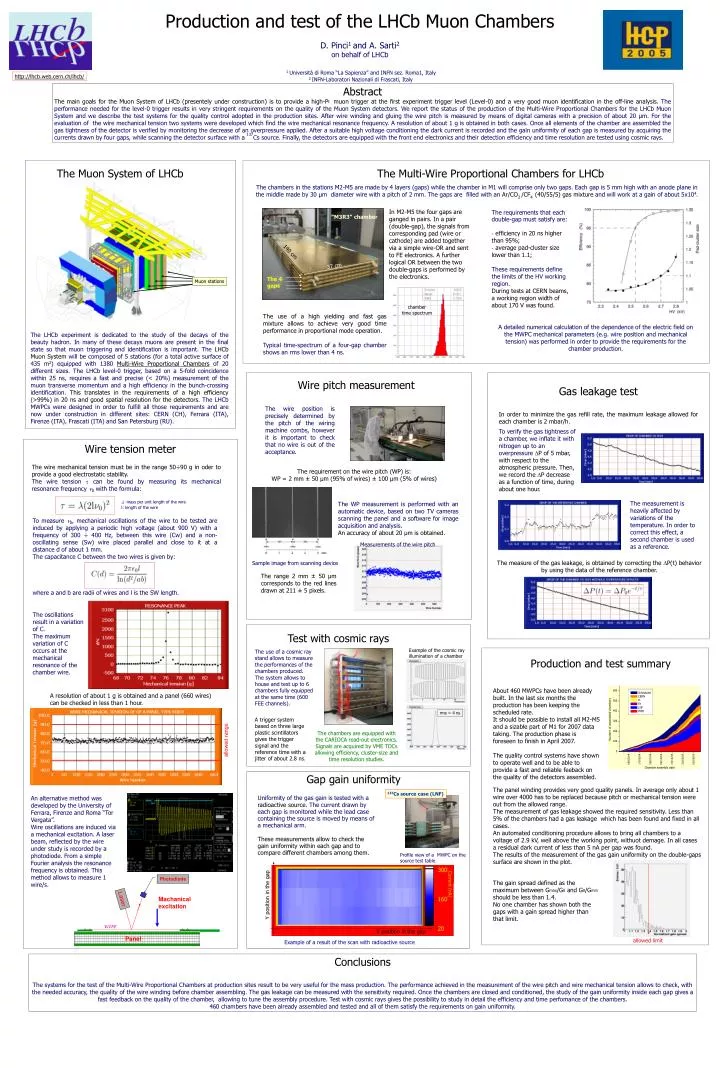
Current (nA) Y position in the gap Photodiode Laser Machanical excitation X position in the gap wire Panel http://lhcb.web.cern.ch/lhcb/ Abstract The main goals for the Muon System of LHCb (presentely under construction) is to provide a high-Ptmuon trigger at the first experiment trigger level (Level-0) and a very good muon identification in the off-line analysis. The performance needed for the level-0 trigger results in very stringent requirements on the quality of the Muon System detectors.We report the status of the production of the Multi-Wire ProportionalChambers for the LHCb Muon System and we describe thetest systems for the quality controladopted in the production sites.After wire winding and gluingthe wire pitch is measured by means of digital cameras with a precision of about 20 μm. For the evaluation of the wire mechanical tension two systems were developed which find the wire mechanical resonance frequency. A resolution of about 1 g is obtained in both cases. Once all elements of the chamber are assembled the gas tightness of the detector is verified by monitoring the decrease of an overpressure applied. After a suitable high voltage conditioning the dark current is recorded and the gain uniformity of each gap is measured by acquiring the currents drawn by four gaps, while scanning the detector surface with a 137Cs source. Finally, the detectors are equipped with the front end electronics and their detectionefficiency and time resolution are tested using cosmic rays. Production and test of the LHCb Muon ChambersD. Pinci1 and A. Sarti2on behalf of LHCb1 Università di Roma “La Sapienza” and INFN sez. Roma1, Italy2INFN-Laboratori Nazionali di Frascati, Italy The Muon System of LHCb The Multi-Wire Proportional Chambers for LHCb The chambers in the stations M2-M5 are made by 4 layers (gaps) while the chamber in M1 will comprise only two gaps. Each gap is 5 mm high with an anode plane in the middle made by 30 μm diameter wire with a pitch of 2 mm. The gaps are filled with an Ar/CO2 /CF4 (40/55/5) gas mixture and will work at a gain of about 5x104. In M2-M5 the four gaps are ganged in pairs. In a pair (double-gap), the signals from corresponding pad (wire or cathode) are added together via a simple wire-OR and sent to FE electronics. A further logical OR between the two double-gaps is performed by the electronics. The requirements that each double-gap must satisfyare: • efficiency in 20 ns higher than 95%; • average pad-cluster sizelower than 1.1; These requirements define the limits of the HV working region. During tests at CERN beams, a working region width of about 170 V was found. “M3R3” chamber 140 cm 37 cm The 4 gaps Muon stations chamber time spectrum The use of a high yielding and fast gas mixture allows to achieve very good time performance in proportional mode operation. Typical time-spectrum of a four-gap chamber shows an rms lower than 4 ns. A detailed numerical calculation of the dependence of the electric field on the MWPC mechanical parameters (e.g. wire position and mechanical tension) was performed in order to provide the requirements for the chamber production. The LHCb experiment is dedicated to the study of the decays of the beauty hadron. In many of these decays muons are present in the final state so that muon triggering and identification is important. The LHCb Muon System will be composed of 5 stations (for a total active surface of 435 m2) equipped with 1380 Multi-Wire Proportional Chambersof 20 different sizes.The LHCb level-0 trigger, based on a 5-fold coincidence within 25 ns, requires a fast and precise (< 20%) measurement of the muon transverse momentum and a high efficiency in the bunch-crossing identification. This translates in the requirements of a high efficiency (>99%) in 20 ns and good spatial resolution for the detectors.The LHCb MWPCs were designed in order to fulfill all those requirements and are now under construction in different sites: CERN (CH), Ferrara (ITA), Firenze (ITA), Frascati (ITA) and San Petersburg (RU). Wire pitch measurement Gas leakage test In order to minimize the gas refill rate, the maximum leakage allowed for each chamber is 2 mbar/h. The wire position is precisely determined by the pitch of the wiring machine combs, however it is important to check that no wire is out of the acceptance. To verify the gas tightness of a chamber, we inflate it with nitrogen up to an overpressure DP of 5 mbar, with respect to the atmospheric pressure. Then, we record the DP decrease as a function of time, during about one hour. Wire tension meter The wire mechanical tension must be in the range 50÷90 g in oder to provide a good electrostatic stability. The wire tension t can be found by measuring its mechanical resonance frequency n0with the formula: The requirement on the wire pitch (WP) is: WP = 2 mm ± 50 µm (95% of wires) ± 100 µm (5% of wires) l : mass per unit length of the wire l: length of the wire The measurement is heavily affected by variations of the temperature. In order to correct this effect, a second chamber is used as a reference. The WP measurement is performed with anautomatic device, based on twoTV cameras scanning the panel and a software for image acquisition and analysis. An accuracy of about 20 µm is obtained. To measure n0, mechanical oscillations of the wire to be tested are induced by applying a periodic high voltage (about 900 V) with a frequency of 300 ÷ 400 Hz, between this wire (Cw) and a non-oscillating sense (Sw) wire placed parallel and close to it at a distance d of about 1 mm. The capacitance C between the two wires is given by: where a and b are radii of wires and l is the SW length. Measurements of the wire pitch The measure of the gas leakage, is obtained by correcting the DP(t) behavior by using the data of the reference chamber. Sample image from scanning device The range 2 mm±50 µm corresponds to the red lines drawn at 211 ± 5 pixels. The oscillations result in a variation of C. The maximum variation of C occurs at the mechanical resonance of the chamber wire. Test with cosmic rays Example of the cosmic ray illumination of a chamber The use of a cosmic ray stand allows to measure the performances of the chambers produced. The system allows to house and test up to 6 chambers fully equipped at the same time (600 FEE channels). Production and test summary About 460 MWPCs have been already built. In the last six months the production has been keeping the scheduled rate. It should be possible to install all M2-M5 and a sizable part of M1 for 2007 data taking. The production phase is foreseen to finish in April 2007. The quality control systems have shown to operate well and to be able to provide a fast and reliable feeback on the quality of the detectors assembled. A resolution of about 1 g is obtained and a panel (660 wires) can be checked in less than 1 hour. rms = 4 ns A trigger system based on three large plastic scintillators gives the trigger signal and the reference time with a jitter of about 2.8 ns. The chambers are equipped with the CARIOCA read-out electronics. Signals are acquired by VME TDCs allowing efficiency, cluster-size and time resolution studies. allowed range Gap gain uniformity The panel winding provides very good quality panels. In average only about 1 wire over 4000 has to be replaced because pitch or mechanical tension were out from the allowed range. The measurement of gas leakage showed the required sensitivity. Less than 5% of the chambers had a gas leakage which has been found and fixed in all cases. An automated conditioning procedure allows to bring all chambers to a voltage of 2.9 kV, well above the working point, withuot demage. In all cases a residual dark current of less than 5 nA per gap was found. The results of the measurement of the gas gain uniformity on the double-gaps surface are shown in the plot. 137Cs source case (LNF) An alternative method was developed by the University of Ferrara, Firenze and Roma “Tor Vergata”. Wire oscillations are induced via a mechanical excitation. A laser beam, reflected by the wire under study is recorded by a photodiode. From a simple Fourier analysis the resonance frequency is obtained. This method allows to measure 1 wire/s. Uniformity of the gasgain is tested with aradioactive source. The current drawn by each gap is monitored while the lead case containing the source is moved by means of a mechanical arm. These measurements allow to check the gain uniformity within each gap and to compare different chambers among them. Profile view of a MWPC on the source test table. The gain spread defined as the maximum between Gmax/G0 and G0/Gmin should be less than 1.4. No one chamber has shown both the gaps with a gain spread higher than that limit. allowed limit Example of a result of the scan with radioactive source Conclusions The systems for the test of the Multi-Wire Proportional Chambers at production sites result to be very useful for the mass production. The performance achieved in the measurement of the wire pitch and wire mechanical tension allows to check, with the needed accuracy, the quality of the wire winding before chamber assembling. The gas leakage can be measured with the sensitivity required. Once the chambers are closed and conditioned, the study of the gain uniformity inside each gap gives a fast feedback on the quality of the chamber, allowing to tune the assembly procedure. Test with cosmic rays gives the possibility to study in detail the efficiency and time perfomance of the chambers. 460 chambers have been already assembled and tested and all of them satisfy the requirements on gain uniformity.