Download
1 / 2
20 likes | 52 Views
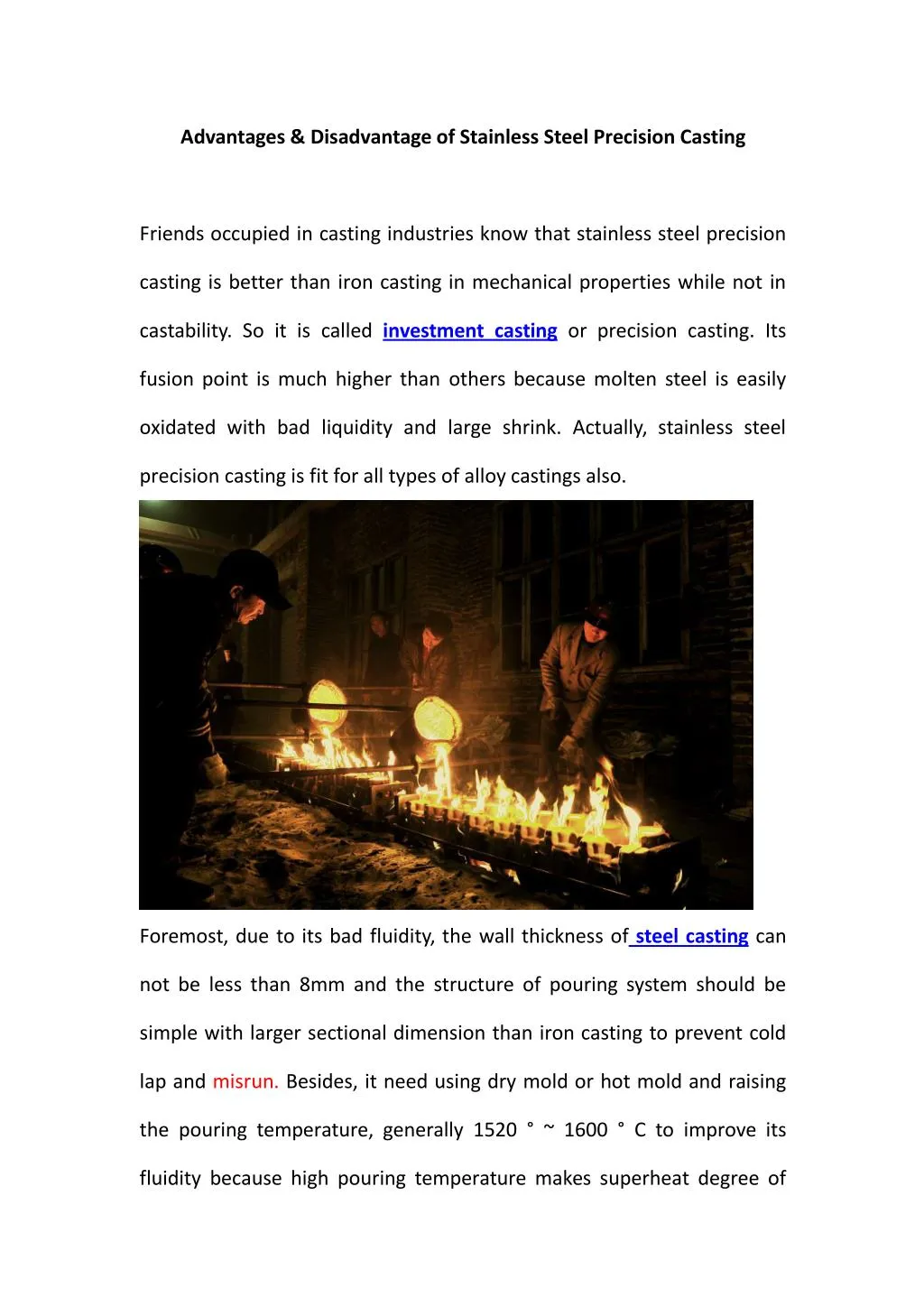
Advantages & Disadvantage of Stainless Steel Precision Casting

E N D
Advantages & Disadvantage of Stainless Steel Precision Casting Friends occupied in casting industries know that stainless steel precision casting is better than iron casting in mechanical properties while not in castability. So it is called investment casting or precision casting. Its fusion point is much higher than others because molten steel is easily oxidated with bad liquidity and large shrink. Actually, stainless steel precision casting is fit for all types of alloy castings also. Foremost, due to its bad fluidity, the wall thickness of steel casting can not be less than 8mm and the structure of pouring system should be simple with larger sectional dimension than iron casting to prevent cold lap and misrun. Besides, it need using dry mold or hot mold and raising the pouring temperature, generally 1520 ° ~ 1600 ° C to improve its fluidity because high pouring temperature makes superheat degree of
molten steel to maintain liquid for a long time. But too high temperature will cause coarse grain, hot crack, porosity and sticky sand and other defects. So for general small, thin-walled and complexly shaped casting, its pouring temperature is about the melting point of steel temperature + 150 ℃; for large, thick-walled casting, its pouring temperature should be about 100 ℃ higher than its melting point. In order to prevent the occurrence of shrinkage and crack in the stainless steel precision casting parts, casting factory must take these measures to make the wall thickness uniform. To avoid the sharp corners and right-angle structure, it need add saw dust in the mold type and coke in the core. Finally it needs to use hollow core and oil sand core to change the concession and permeability of sand mold or mold core. More stainless steel casting companies news , welcome to visit :casting-forgings.com to know more