Download

1 / 35
350 likes | 647 Views
Fire Sentry Corporation 2 Stage Electro-Optical Fire Detectors for Semiconductor Wet Benches Prevent Costly Clean Room Fire Damage and Business Interruptions. “World Leader in Electro-Optical Fire Detection Technology”. Fires Cause Major Losses to Semiconductor Fabs.

E N D
Fire Sentry Corporation 2 Stage Electro-OpticalFire DetectorsforSemiconductor Wet Benches Prevent Costly Clean Room Fire Damage and Business Interruptions “World Leader in Electro-Optical Fire Detection Technology”
Fires Cause Major Losses to Semiconductor Fabs • Over 1,000 semiconductor fabs worldwide totaling $1 Trillion US dollars in assetsare at risk due to fire in tools constructed of combustible materials using flammable solvents and gasses. • Business disruption losses due to these fires can be more costly than property damage. • In the USA, the averageis 2 to 8 weeks productiondowntime resulting in business interruption. • In the USA, property damage costs from fire range from $2 million to $60 millionUS dollars. • Two recent international semiconductor fabs were severely damaged due to catastrophic fires resulting in $1 Billion US dollars in property damages and unrecoverable production downtimes. • In the USA during 1995, there was one fire loss for every 10 insured fabs with an average loss in excess of $8 Million US dollars.
Property Damage and Business Interruptions are due to: • Fire itself. • Black smoke caused by the fire. • Corrosive by-products of smoke caused by fire.
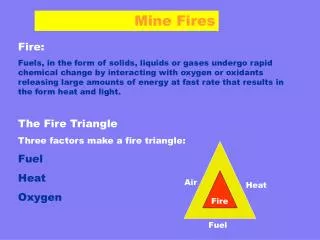
Fire Hazards • Wet Benches manufactured from Polypropylene or PVC • Flammable chemicals such as isopropyl alcohol (IPA), acetone, etc. • Flammable gasses, such as Silane and Hydrogen • Wet Benches and tools manufactured from non-burn materials but using flammable gases and chemicals
Fire Hazards • Semiconductor tools constructed of plastic combustible materials that may present a serious fire threat in the clean room are: 1. Steppers 2. Plating benches. 3. Spray acid tools. 4. Ion Implanters. 5. Spray Coaters. • Cleaning equipment using flammable chemicals such as IPA and acetone
Fire Hazards • Silane & Hydrogen gas cylinder cabinets. • Valve manifold boxes that regulate flammable gasses. • Outdoor bulk gas storage and distribution areas for silane, hydrogen and other flammable gasses • Central Chemical Supply Systems • Chemical Storage Areas
Heat-Activated Sprinklers • Heat-activated sprinklers alone are inadequate to prevent extensive damage to wet benches because they are slow to react to a fire. • Once a tool, such as a wet bench, constructed of plastic,(i.e., polypropylene, PVC, etc.), catches on fire, the fire burns with such intensity that heat-activated overhead sprinklers CANNOT contain the fire damage. The resulting black, corrosive smoke permeates the clean room contaminating costly product, processing equipment, and the clean room surface environment. • Wet benches have enclosed hidden compartments and obstructionswhich typically are not protected by sprinklers. • Overhead sprinklers do not meet the business needs of the Semiconductor Industry and the Insurance Companies.
Smoke, Aspirating Smoke, and Heat Detectors • High air flow in wet benches preventsfast detection, therefore the response time is too slowfor wet bench fire detection. • By the time smoke or heat detectors do respond, the polypropylene is fully burning and releasing black smoke into the clean room and it may not possible to extinguish the fire. • Smoke and heat detectors are not sealed in leak-proof and corrosion-proof housings, and should notbe installed inside the plenum and on the surface areas of wet benches.
Electro-Optical Fire Detectors provideFast Detection of Wet Bench Fires Electro-Optical Fire Detectorswith a Two-Stage Alarm respond before damaging black, corrosive smoke, (from a fully burning polypropylene fire), is released and permeates the Clean Room. Each detection stage level is based on the radiant heat output of the fire, not the time period of the fire, which only the Fire SentryMulti-SpectralWide Band IR™ fire sensing technology can provide, (detects over 88% of the fire’s spectral radiant energy). A Two-Stage fire response approach avoids costly destruction of in-process product while providing early warning that a fire exists in the bench.
Infrared Sensor Wavebands Near Band Infrared0.7 to 1.1 Microns 0.7 1.1 3.5 4.3
1st Stage Response - Alert • Alert condition, (4kw fire), energizes a relay for external audibleand visual alarms to notify operators of the Fire Early Warning condition. • Alert provides time for operators to select the following actions to deal with the fire condition: 1. Wait to finish the chip production batch if a fire is non-threatening and appears to be retreating and may self-extinguish on its own. 2. Apply a localized suppression agent with a portable extinguisher. 3. Manually shut off electrical power to the wet bench, which potentially could be the ignition source. 4. Download FirePicTM which records 8 seconds of Detector spectral data preceding the fire, to enable a postulation of the cause of the fire.
2nd Stage Response - Alarm Ifthe fire still exists and grows to the Factory Mutual specified heat level criteria of 13 kW*, the following occurs: 1. Energize relays for remote annunciation notifying operators of the Fire ALARM condition, and signal for suppression release. 2. Automatically shut off electrical power to the wet bench. 3. FirePic data stored in the detector’s non-volatile memory. * 13kW is the equivalent of a 8” polypropylene fire 8 feet from the detector. This level of energy will not ignite polypropylene
Two-Stage Early WarningElectro-Optical Fire Detection May also be used for: • Plating Benches • Steppers • Ion Implanters • Spray Coaters • Spray Acid Tools • Gas Cabinets
FSC Electro-Optical Fire DetectionAdvantages & Benefits 1.Wide Band IRTM(0.7 to 3.5 microns) sees all hydrocarbon & non-hydrocarbon fires, (i.e., polypropylene, IPA, acetone, silane, hydrogen, etc.) 2.Wide Band IR sees through smoke, gasses, fumes, chemical vapors, as well as fire suppression agents such as water mist, FM200, and CO2, (should the fire re-flash). 3.Wide Band IR provides an accurate measureof Factory Mutual’s 13 kW fire alarm criteria. 4.No false alarms which could cause product loss and production downtime. 5.No Ultraviolet sensors, as UV is easily blinded by smoke, acetone, suppression agents, etc. UV is susceptible to false alarms. 6.Two-Stage response to fire provides anearly warning that a fire exists.
FSC Electro-Optical Fire DetectionAdvantages & Benefits 7.Solid-state Wide Band Infrared, Near Band Infrared and Visible sensors,and digital electronics for stability, long-life, and reliability. 8.Automatic electro-optical test source to assure Detector operational readiness at all times. 9. Wide 120 degree field-of-view 10.Built-in temperature compensation using temperature transducer & software 11.Leak-proof, heat-sealed, corrosion-proof housing rated for IP67 with corrosion-proof cabling, enables the Fire Detectors to be installed in plenum areas. 12.Ease of Installation using Detector snap slide mounting brackets
FSC Electro-Optical Fire DetectionAdvantages & Benefits 13.FirePic™ stores in detector’s non-volatile memory Alert and Alarm Fire data for up to six 8 second fire events. 14. User-friendly PC software for monitoring: a. Graph on a PC screen in real-time what the installed Detector “sees”. b. Display and save FirePic Alert and Alarm fire data for up to six 8 second fire events. c. Event Log downloads a Controller’s and/or Detector’s event history. d. Documented Certification provides hard-copy of system configuration data. 15.Proven track record with large installed user base worldwide. 16. FM Approved family of stand alone detectors and detector/controller combinations for all types of applications.
Fire Sentry Fire Detectors for Semiconductor Applications Wet Benches and Tools • Model FS7-2173 Fire Detector, used with:- Model FS7-130-SX Controller (12 Detectors)- Model S7-2175 Controller (22 Detectors)- Model FSWB-1 Wall Mount Controller (7 Detectors) • Model FS7-2173-2RP Stand Alone Fire Detector with Alert, Alarm and Fault relays
Fire Sentry Controllers • Model FS7-130-SX Controller (12 Detectors)- designed to work with new or existing Fire control panels- 4 programmable zones
Fire Sentry Controllers • Model S7-2175 Controller (22 Detectors)- 24 hour battery back up- Single Zone
Fire Sentry Controllers • Model FSWB-1 Wall Mount Controller (7 Detectors)- 24 hour battery back up- Single Zone- Outputs for Suppression Release and Annunciators- Inputs for smoke, heat & gas detection
Fire Sentry Fire Detectors for Semiconductor Applications Silane Gas Cabinets and Silane Bulk Storage • Model SS4-A UV/IR Fire Detector- Explosion-proof- Fire Alarm, Verified Fire Alarm & Fault Relays- use unitized or with CM1-A Wallmount Controller
FSC Electro-Optical Fire DetectionReview Overhead Heat-Activated Sprinklers are too slow. Ionization and Photoelectric Smoke Detectors, Aspirating Smoke Detection Systems, and Heat Detectors are too slow. Fire Sentry’s Electro-Optical Fire Detectors are fast. The fire is caught BEFORE fire damage and smoke permeation. No false alarms due to Digital Signal Processing and Wide Band IR Technology Thousands of proven detector operating hours. Used by all major semiconductor manufacturers. The worldwide industry standard.
Application and Installationof Electro-OpticalFire Detectionfor Semiconductor Wet Benches
Inverse Square Law As a fire event is located closer to a Detector, the Detector’s ALARM activationthreshold is correspondingly reduced by the “Inverse Square Law” 13 kW 1.6 kW 0.4 kW Model FS7-2173 Electro-Optical Fire Detector 7ft 8ft 6ft 5ft 3ft 2ft 4ft 1ft Distance FS7-2173 Fire Detector will ALARM to a 13 kW fire at 8 ft, which is the equivalent of: a 1.6 kW fire at 2 ft or a 0.4 kW fire at 1 ft
Potential Fire Ignition Sources • Heaters • Transformers • Terminal Blocks • Power Cable Connections • Static Electricity • Chemical Reactions • Flammable liquids in Plastic Heated Modules
Fire Control Panel Actions • Audible and Visual Warnings via Horn/Strobe mounted on Wet Bench or in immediate area • Wet Bench Electrical Shutdown, in ALARM response, via Power Control Module, (Emergency Off) • Notify Facility Alarm System of fire, via Control Panel outputs
Location of Electro-Optical Fire Detectorsin a typical 34 ft Wet Bench Head Case Surface Area detection, includingrobot deck area across Process Tanks Plenum Area under Process Tanks Robot Wafer Load and Unload Area Equipment Area behind Wet Bench
Typical location of Fire Detectors, Control Panel, Manual Pull Station and Horn/Strobe in a 34 ft Wet Bench FS7-2173 Electro-Optical Fire Detector Model S7-2175 Control Panel Horn/Strobe Headcase with Model S7-2177-224 hour Battery Back-Up Panel Note:Model FS7-2173 has a120 Degree Field of View FS7-2173 Electro-OpticalFire Detector WorkingSurface Equipment Area Side View Manual PullStation Process Tank Robot Area Plenum
Fire Detection System Schematic for 34 ftWet Benches Emergency Off (EMO) Alarm Outputto Plant Facilities FS7-2173Fire Detector FS7-2173Fire Detector FS7-2173Fire Detector Model S7-2178Power Control Module FS7-2173Fire Detector Horn/Strobe ModelS7-2175Control Panel S7-2179 JB S7-2179 JB Up to total of 22FS7-2173 FireDetectors S7-2179 JB Manual PullStation 24VDC FS7-2173Fire Detector FS7-2173Fire Detector FS7-2173Fire Detector Model S7-2177-2Battery Back-UpPanel 120VAC
Typical location of FS7-2173 Fire Detectors in a Small Wet Bench - Front View Headcase Headcase Working Surface Field of View Field of View Model FS7-2173Fire Detectors Plenum Note: Detector has a 120 Degree Field of View Front View
Typical location of FS7-2173 Electro-Optical Fire Detectors in a Small Wet Bench - Side View FS7-2173Fire Detectors Note: Detector has a 120 DegreeField of View Field of View Process Tank Plenum Equipment Area FS7-2173Fire Detectors Side View
Typical Location and Quantities of FS7-2173 Fire Detectors in Different Size Wet Benches No. of FS7-2173 Fire Detectors 8 foot Wet Bench 34 foot Wet Bench Description of Detector Location Plenum Areas Underneath the Process Tanks 2 5 Surface Area, including Robot Deck Area across Process Tanks 1 5 Equipment Area behind Wet Bench 2 5 Robot Load and Unload Areas N/A 2 Head Case Area 1 2 ___________________________ Total 22 7
http:\\www.Firesentry.com “World Leader in Electro-Optical Fire Detection Technology”