Download
1 / 1
10 likes | 15 Views
arc welding adorwelding -aAutomig_Fc_81T1-B2 the Automation wing of ADOR WELDING LIMITED, known as WAPS, is totally dedicated towards Welding Automation Solutions and Customer Satisfaction. Since its inception in 1970, we have been developing customized solutions for our customers in India and abroad. A dedicated team of qualified engineers from all our departments whether engineering, manufacturing, QA, software or control systems, closely work together to design and implement state of the art production systems for our Customers. We constantly upgrade our technology to benchmark ourselves with international leaders in welding Automation.<br><br>We serve a wide range of industries for their automation needs. With our capabilities, we can design, supply and install any special purpose automation system pertaining to customer requirements.<br><br>ADOR WELDING is also a Robot system integrator. We manufacture Jigs, Fixtures and inverter technology based Robotic Power source, in-house. ADOR WELDING has capabilities to integrate the Robot with their Jigs, Fixtures and Power source.<br><br>

E N D
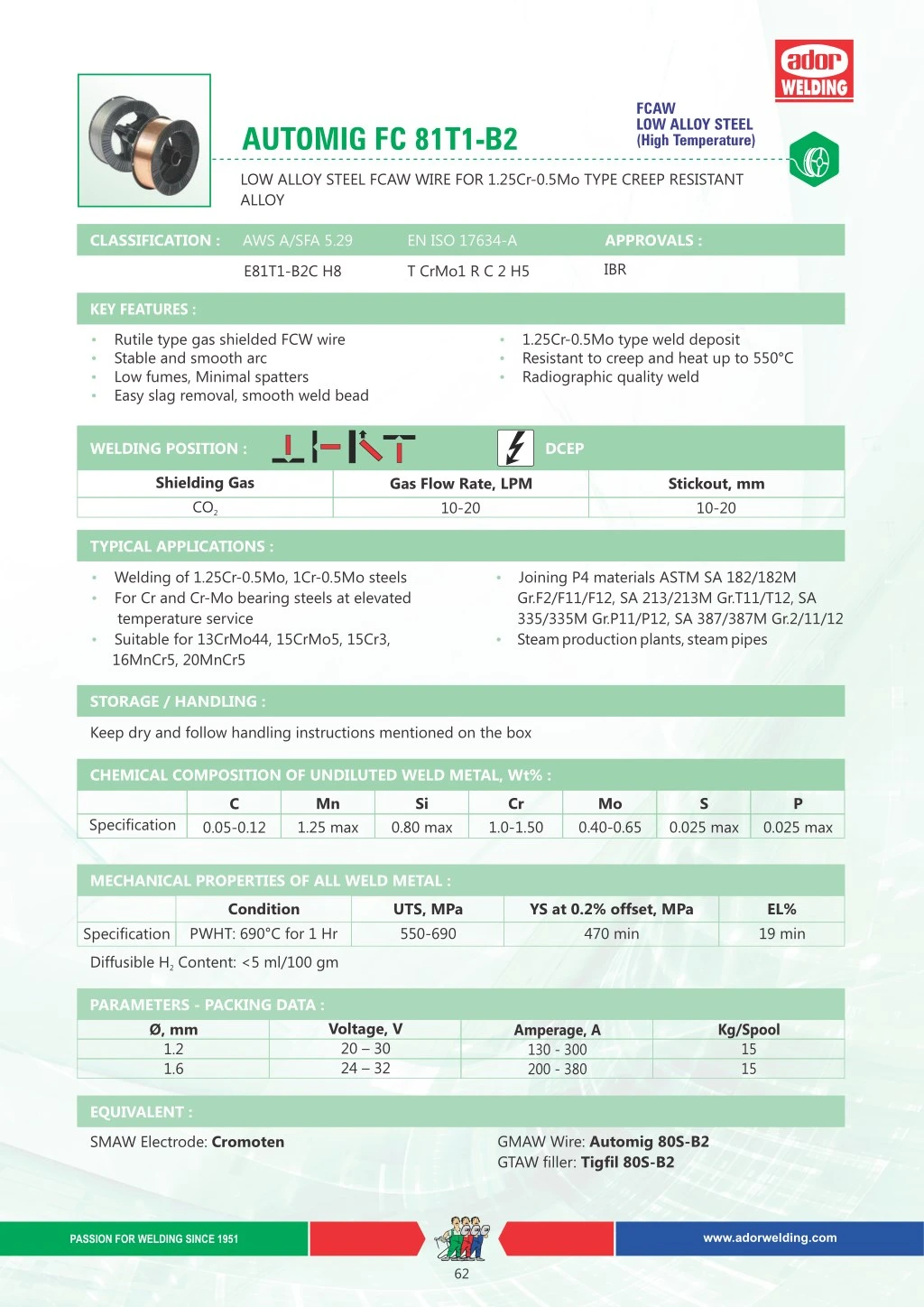
FCAW LOW ALLOY STEEL (High Temperature) AUTOMIG FC 81T1-B2 LOW ALLOY STEEL FCAW WIRE FOR 1.25Cr-0.5Mo TYPE CREEP RESISTANT ALLOY CLASSIFICATION : AWS A/SFA 5.29 EN ISO 17634-A APPROVALS : IBR T CrMo1 R C 2 H5 E81T1-B2C H8 KEY FEATURES : • Rutile type gas shielded FCW wire • 1.25Cr-0.5Mo type weld deposit • Stable and smooth arc • Resistant to creep and heat up to 550°C • Low fumes, Minimal spatters • Radiographic quality weld • Easy slag removal, smooth weld bead WELDING POSITION : DCEP Shielding Gas Gas Flow Rate, LPM Stickout, mm 10-20 10-20 CO2 TYPICAL APPLICATIONS : • Welding of 1.25Cr-0.5Mo, 1Cr-0.5Mo steels • Joining P4 materials ASTM SA 182/182M • For Cr and Cr-Mo bearing steels at elevated Gr.F2/F11/F12, SA 213/213M Gr.T11/T12, SA temperature service 335/335M Gr.P11/P12, SA 387/387M Gr.2/11/12 • Suitable for 13CrMo44, 15CrMo5, 15Cr3, • Steam production plants, steam pipes 16MnCr5, 20MnCr5 STORAGE / HANDLING : Keep dry and follow handling instructions mentioned on the box CHEMICAL COMPOSITION OF UNDILUTED WELD METAL, Wt% : Mn Si Cr Mo S P C Specification 1.25 max 0.80 max 1.0-1.50 0.40-0.65 0.025 max 0.025 max 0.05-0.12 MECHANICAL PROPERTIES OF ALL WELD METAL : UTS, MPa YS at 0.2% offset, MPa EL% Condition PWHT: 690°C for 1 Hr 550-690 470 min 19 min Specification Diffusible H Content: <5 ml/100 gm 2 PARAMETERS - PACKING DATA : Voltage, V Ø, mm Kg/Spool Amperage, A 20 – 30 1.2 15 130 - 300 24 – 32 1.6 15 200 - 380 EQUIVALENT : GMAW Wire: Automig 80S-B2 SMAW Electrode: Cromoten GTAW filler: Tigfil 80S-B2 www.adorwelding.com PASSION FOR WELDING SINCE 1951 62