Download

1 / 48
541 likes | 575 Views
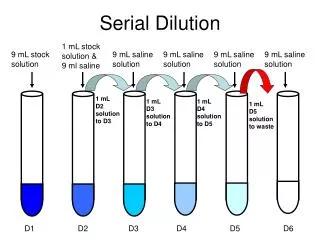
5 0 Years of Dilution Refrigeration. 5 0 Years of Dilution Refrigeration. Dilution Refrigerators for Millikelvin Temperatures (Ultra Low Heat Leak Machines). These modern machines ultimately derive from Giorgio Frossati’s designs from the mid seventies.

E N D
50 Years of Dilution Refrigeration 50 Years of Dilution Refrigeration
Dilution Refrigerators for Millikelvin Temperatures (Ultra Low Heat Leak Machines)
These modern machines ultimately derive from Giorgio Frossati’s designs from the mid seventies. Frossati initiated the big change with the switch over to sintered silver heat exchangers.
The basic silver sinter heat exchanger has not changed much since they were first introduced.
We start with a case with a flow channel to reduce viscous heating.
We add a metal membrane separating the two flow sides and coated with sintered silver powder for thermal contact.
Add the top case, and put the three components together and seal.
Below the tubular exchanger, the silver sinter heat exchangers are stacked to form the low temperature end of the machine. We need to calculate the volume of sinter needed in each exchanger and the sizes and lengths of the tubular channels to account for the fact that the viscous heating increases to lower temperatures while the thermal contact between sinter and liquid decreases. In our experience, the output tube sizes, sinter quantities, etc. etc. are not very sensitive to the assumptions made. A typical set of numbers for our best machine are:
Starting with 20 mK flange and mixing chamber, we add the high temperature stack,
Starting with 20 mK flange and mixing chamber, we add the high temperature stack, then the vertical HE,
Starting with 20 mK flange and mixing chamber, we add the high-temperature stack, then the vertical HE, followed by the low-temperature Hes.
And the whole thing with the rigid tripod support looks like this.
This machine reaches a temperature of 1.75 mK, and similar machines built by Frossati in Leiden reached similar temperatures. We measure the temperature in the liquid in the mixing chamber with vibrating wire resonators which give rather high accuracy. Here is a measurement of the cooling power.
The minimum temperature as a function of circulation rate looks as follows:
In “real” use with a nuclear cooling cell added the performance is not significantly degraded.
OK, that represents the performance of a good currently operating machine. Where do we go from here? In terms of lower temperature – not very far.
Long ago Wheatley came up with an expression for the ultimate temperature of a dilution refrigerator in single shot mode governed by the mixing chamber outlet tube diameter:
Given that current Ag exchangers are close to ideal this should work for continuous operation too. Plugging in the f12 mm for the machine above yields a final temperature of 1.75 mK which is about what we get. Unfortunately, doubling the tube diameters will only improve the MC temperature to ~1.4 mK, and to reach 1 mK would imply a dilute side tube diameter of 6.4 cm. (and already for our current machine the 3He just in the connecting tubes between the last heat exchanger and the mixing chamber has a value of ~£2000).
We have tried to modify our multiple low-temperature stack design to yield parallel operation to get a bit of improvement. We do this by coupling the final six heat exchangers in a 1-2-3 configuration
However, before we start thinking about bigger tubes and heat exchangers we need to think a bit about the cost of the 3He component. We in Lancaster have four of these large machines and at the peak of the 3He price explosion, our 3He inventory was worth something like 5 M€.
We can start by making the heat exchangers more efficient. The current pads of sintered silver are not very efficient as the thermal contact through the sinter is poor and increasing the sinter thickness beyond a certain value does not improve the contact.
We need to connect the metallic parts better and the helium parts better simultaneously. In other words we need the famous mouse-lung configuration. This would reduce the amount of sinter needed and reduce the size of the heat exchangers.
We also need to make the geometry of the refrigerators more effective. The current “standard model” for the dilution refrigerator has now been around for 40 years and it is danger of getting itself set in stone. In other words, dilution refrigerator configurations have become very conservative. Thinking about what might be improved: a thing which has always struck us is the fact that in the standard model the liquid (which is highly viscous) is made to flow in a complex way whereas the heat flows in a very simple way.
Taking two heat exchangers, the liquid flows in a complex way around the connections,
Taking two heat exchangers, the liquid flows in a complex way around the connections, the heat flows in a very simple way across the membrane.
We could, in principle, switch this round and arrange the heat exchangers with the concentrated and dilute sections continuous and the heat flow carried by say silver bus bars. This would cut down viscous heating and allow a more efficient heat exchanger configuration.
Liquid flow Heat flow
A further factor which should give us a great advantage is the fact that the majority of dilution machines are now being made in cryogen-free format. That gives us a lot more space to exploit more intelligently designed heat exchangers, which are not so convoluted as those needed for “wet” machines.
Dilution refrigerators have become very conservative. Just to make the point (and pull the tails of the manufacturers a bit) here are some dry designs taken off the internet yesterday.
That is; in every new dry machine there is a conservative wet dilution unit trying to get out.
Seriously though, nobody likes to change a successful design just for the sake of it. However, the new space afforded by the dry systems is going to give us a big opportunity to re-engineer these refrigerators. And even more so, when coupled with the inevitable possibility that we will be able to 3D print the dilution unit at some stage. Think how just the tubular exchanger could be improved.
Standard coiled-coil concentric-tube configuration. Not straightforward to make and very difficult to control the degree of squashing of the spiral tube (and thus the impedance of this part of the concentrated circuit).
With 3D printing we could do all sorts of new things which could reduce the volume and increase the efficiency of this component.
Just like that! Thank you!