Download
1 / 56
1.67k likes | 4.63k Views
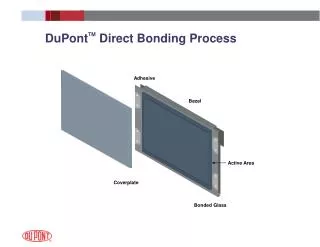
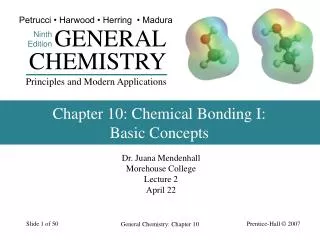
Basic Die Bonding Process & Quality. Typical Die Bonding Sequence. Epoxy dispensed on L/F. Die is bonded onto L/F. L/F. L/F index to bond position. x. x. Wafer. Die is picked up. Pad. Collet lower down to pick position. Collet at home position. Collet lower down to bond position.

E N D
Typical Die Bonding Sequence Epoxy dispensed on L/F Die is bonded onto L/F L/F L/F index to bond position x x Wafer Die is picked up Pad Collet lower down to pick position Collet at home position Collet lower down to bond position Epoxy dispensed from syringe Die is picked up Mylar delaminate from die Vacuum to hold substrate Vacuum to hold substrate Die ready, Vacuum apply Ejector pin back to home Ejector pin up
Typical Die Bonding Sequence B/A lower to pick level and position Ejector rises up and B/A lift up the die by vacuum B/A swings to bond level and position for bonding
Die Attach Process Elements • Dispensing • Materials: Epoxy, Substrate, Control system, Tools e.g. nozzle, pin.. • Process: selection of methodolgy, parameter setting for different materials and quality requirements • Pick and Place • Materials: Die, Mylar & frame, Ejector pin & cap, Collet • Process: selection of tools and bonding platform • Bonding Quality • Aspects: Die placement, Rotation, Tilting, Bond Line Thickness….
DispensingBackground Information of Epoxy • Function of epoxy • Adheres the die on substrate • Commonly-used epoxy • Typical Property
DispensingBackground Information of Epoxy • Paste Die Attach in Plastic Packages Adhesive Properties • Handling Properties • Rheology • Cure Condition • Assembly Properties • Bleed • Outgassing • Adhesion • Reliability Properties • Voids • Thermal / Electrical Conductivity • Ionic Contamination • Stress • Why handling is important
DispensingSubstrate • Common substrates used • PCB • Leadframe • BGA • Ceramic • Considerations • Wetting properties • Pad to die ratio
Dispensing Methodology • Time-Pressure-Vacuum System • Volumetric Dispensing • Rotating Disc
Dispensing Methodology • Time-Pressure-Vacuum System • A process of the application of compressed air in a preset period for the fluid dispensing • Apply Vacuum for removing the compressed air • Maintain the pressure • Prevent dripping & suck back Vacuum Pressure Syringe with epoxy
Dispensing Methodology • Time-Pressure-Vacuum System • Draw Backs • Air compressibility • Difficulty in regulating the dispensing consistently • Internal pressure (Pi) changes with epoxy level • Different epoxy level changes air volume inside the syringe • Time for vacuum suction and compress air refilling is changing • Ease of dripping & sucking-in of air bubbles
Dispensing Methodology • Volumetric Dispensing • Process Principle Positive Displacement System (Piston Pump) • Apply compressed air • Pull up the piston to feed epoxy into the chamber • Switch the valve port • Piston is pushed to dispense epoxy Syringe Piston Chamber Valve
Dispensing Methodology • Volumetric Dispensing • Advantages • True positive displacement dispensing • No dripping • Inconsistency comes from piston position error and epoxy compressibility only • High accuracy • Draw Backs • Slow epoxy feed-in rate • Complicated design and longer time & costly maintenance
Dispensing Methodology • Rotating Disc • Disc holding epoxy rotated with a stationary spreader • Level of epoxy thickness in disc can be adjusted Stamping pin move in X & Z Epoxy disc rotation
Dispensing Application & Tools • Shower Head Dispensing • A process for dispensing the epoxy onto the leadframe with a fixed dispensing pattern according to the shower head size • Adopted to certain range of die size (30 x 30 ~ 150 x 150 mils)
Dispensing Application & Tools • Shower Head • Nomenclature of shower head • Holes • Hole diameter • Needle length 2-point stamping 4-point stamping
Dispensing Application & Tools • Epoxy Drum Stamping • A process for dispensing the epoxy onto the leadframe with a dispensed epoxy dot according to the stamping pin size • Adopted to small die only (7 x 7 ~ 20 x 20 mils)
Dispensing Application & Tools • Stamping pin • Nomenclature of stamping pin • pin tip radius • pin tip length Tip radius Stamping pin tip Tip length
Dispensing Application & Tools • Writing • A process for dispensing the epoxy onto the leadframe with a selectable dispensing pattern according to the die size • Adopted to wide range of die size (30 x 30 ~ 1000 x 1000 mils) I.D. 0.33mm I.D. 0.21mm I.D. 0.51mm
Dispensing Application & Tools • Writing pin • Nomenclature of writing pin • writing pin length • outer diameter • inner diameter Cross Double-Y-Horizontal Double-Y-Horizontal
Effect of usage of Dispensing Method(Advantages & Disadvantages of Different Dispensing Method) Advantages of different dispensing method Disadvantages of different dispensing method
Effect of usage of Dispensing Method • Common problems • Dripping • Tailing • Inconsistency • Void Void Area Photo taken by X-ray
Die Attach Process Elements • Dispensing • Materials: Epoxy, Substrate, Control system, Tools e.g. nozzle, pin.. • Process: selection of methodolgy, parameter setting for different materials and quality requirements • Pick and Place • Materials: Die, Mylar & frame, Ejector pin & cap, Collet • Process: selection of tools and bonding platform • Bonding Quality • Aspects: Die placement, Rotation, Tilting, Bond Line Thickness….
Pick & PlaceDie Picking Tools - Collet • Pick-up tools - Collet • In contact with die surface; apply vacuum and pick up die from Mylar • Selection depends on die features e.g. size, adhesion method Hi-temp Collet Tungstein Carbide Collet Rubber Collet 4-sided Collet 2-sided Collet
Pick & PlaceDie Picking Tools - Collet • Different configuration of collet • rubber collet • commonly-used, for normal die bonding • 2-sided & 4 sided collet • for die with a special surface coating • eliminate the possible contamination by the contact between die and collet • hi-temp collet • for eutectic bonding • able to sustain the high temperature of leadframe • tungstein carbide collet • for small die bonding (size range 20 mils below) • aim to prevent the suck-back phenomenon after bonding • longer lifetime
Pick & PlaceDie Picking Tools - Cap / Chuck / Pin • Cap • Act as platform for holding the die • Holes for vacuum • Chuck • Holding the pin • Pin • Eject the die from the Mylar Ejector Cap Ejector Assembly Ejector Chuck & Pin
Pick & PlaceDie Picking Tools – Cap / Chuck • Ejecting tools selection • It is base on die dimension • die width x die length Definition of die dimension Schematic diagram of chuck
Pick & PlaceDie Picking Tools - Pin • Ejector Pin Notation • Ejector pin is notated by the dimension of pin tip radius • Examples • R5 ejector pin ( for both sharp & round pin) • tip radius = 0.125 mm = 5 mils • R3 ejector pin • tip radius = 0.075 mm = 3 mils • R8 ejector pin • tip radius = 0.200 mm = 8 mils
Pick & PlaceDie Picking Tools - Pin • Selection of ejecting tools (con’t) • sharp pin & round pin • It is mainly purposed for small die (range below 20 mils) • contact surface area between die and pin relatively small compared to round tip • prevent failure of pick-up • round pin • It is mainly purposed for die with size greater than 20 mils • able to prevent die crack since the tip is round and pressure exerting on die back will not be too large • may cause failure of pick-up Round pin Sharp pin
Pick & PlaceWafer Handling • Different type of wafer ring / frame / wafer cassette • Wafer cassette • Disco • K & S • Wafer ring • Disco • K & S • Teflon D company K company
Pick & PlaceWafer Tape Material • Different type of wafer tape material • Mylar tape • UV tape • Waffle pack Blue Mylar Tape Colourless UV Tape
Pick & PlaceWafer Tape Material • Factors determine the degree of uniformity of wafer tape • Die size • Large die size have a better tackiness • Surface finish of the wafer back • Smooth surface of wafer back have higher tackiness • Duration of die adhesion to wafer tape • The longer the die are on the tape, the more they adhere
Pick & PlaceWafer Tape Material • Factors determine the degree of uniformity of wafer tape • Exposure to UV light • The longer the exposure to UV light, the less they adhere • Storage condition • It should be stored in a moderate condition • temp : 10-25 C • humidity : 60-70% • Tape mounting process • amount of tension should be even in both X & Y direction
Die Attach Process Elements • Dispensing • Materials: Epoxy, Substrate, Control system, Tools e.g. nozzle, pin.. • Process: selection of methodolgy, parameter setting for different materials and quality requirements • Pick and Place • Materials: Die, Mylar & frame, Ejector pin & cap, Collet • Process: selection of tools and bonding platform • Bonding Quality • Aspects: Die placement, Rotation, Tilting, Bond Line Thickness….
Die Bonding Quality Issues • Die Placement • Die rotation • Tilted die • Epoxy build-up (fillet height) • Epoxy coverage • Bondline Thickness • Die shear • Other common errors • Lost die • Cracked die • Damage on die surface • Skip bond unit • Misorientated die • Epoxy spread • Epoxy outside bond area • Excessive Epoxy • Epoxy tailing • Epoxy void
Common Problems & Possible Causes • Die Placement Good Placement Error Placement in X-Y direction
Reference Y axis Actual die bonded position Y Reference X axis X Target bonding position Die Bonding Quality SpecificationBond Placement • Die placement • Position shifted from the target bond position • Condition of reject: (AD898 as example) • X & Y is out of the range 1 mil at Cp 1 in X or Y direction • Inspection method: • Measurement using Profile projector with 200X
Common Problems & Possible Causes • Die Placement - con’t • Too high bond level • Error adjustment in 3-point alignment • Too small BH Table Pick Delay • Too small Bond Delay • Non-leveled bond anvil block
Common Problems & Possible Causes • Die Rotation Good Rotation Error Rotation
Reference Y axis Reference X axis Die Bonding Quality SpecificationDie Rotation • Rotated die • Angle rotated reference to the target bond position • Condition of reject: (AD898 as example) • Angle is out of the range 0.5° at Cp 1.33 when viewed from above • Inspection Method: • Measurement using Profile projector with 200X = Angle of rotation viewed from above
Common Problems & Possible Causes • Rotation - con’t • Error adjustment in 3-point alignment • Error adjustment in bondarm 90 degree motion • Collet vacuum is not enough • Too high bond level
Common Problems & Possible Causes • Coverage Good Coverage Inadequate Coverage Excessive Coverage
L Die Epoxy Epoxy not cover all the perimeter Die Die Bonding Quality SpecificationEpoxy Coverage • Epoxy spread • Condition of reject: (AD898 as example) • Epoxy is spread out of 10 mils measured from the die perimeter. • Inspection Method: • Measurement using Profile projector with 100X • Epoxy coverage • Epoxy coverage area after die bonded reference to the die area • Condition of reject: (AD898 as example) • Epoxy coverage is less than 100% of die perimeter. • Inspection Method: • Visual inspection using Microscope (30X) Epoxy Spread Epoxy Coverage
Common Problems & Possible Causes • Coverage - con’t • Inadequate coverage • Too high bond level • Too short bond delay • Non-leveled bond anvil block • Too low bond anvil block level • Excessive coverage • Too low bond level • Too long bond delay • Too high anvil block level
Common Problems & Possible Causes • Bondline Thickness & Fillet Height Good BLT Good BLT Inadequate BLT Excessive BLT
T h b Die Die Bonding Quality SpecificationEpoxy Build-up • Epoxy build-up • Also called Fillet Height • This is the epoxy quantity build up onto the die • Condition of reject: (AD898 as example) • h > (1/2 T + b) • Inspection Method: • Visual inspection using Microscope (30X) T = Die thickness h = Epoxy build-up b = Bondline thickness
Die b Epoxy Die Bonding Quality SpecificationBondline Thickness Example of BLT Result Die size: 25 mil x 25 mil Die thickness: 9 mil Leadframe: SOT 23-3L • Bondline thickness • Thickness of the Epoxy -- measured from the LF to the bottom of die • Condition of reject: • b out of the range 1 0.5 mil • Inspection Method: • Measurement using Hisomet microscope (200X) b = Bondline thickness under the die before curing
Common Problems & Possible Causes • Bondline Thickness - con’t • Inadequate BLT • Too high bond level • Too short bond delay • Too low bond anvil block • Excessive BLT • Too low bond level • Too long bond delay • Too high anvil block level
Common Problems & Possible Causes • Die Tilt Die Tilt No Die Tilt Die Tilt
D Die Bonding Quality SpecificationDie Tilt • Die Tilt • Tilt up of the die horizontal surface • Condition of reject: (AD898 as example) • D > 0.6 mil • Inspection Method: • Visual inspection using Hisomet Microscope (200X) D = Difference between highest and lowest corner of a die
Common Problems & Possible Causes • Die Tilt • Non-leveled bondarm • Uneven flatness of substrate & collet surface • Non-leveled bond anvil block • Error adjustment in 3-point alignment • Inadequate suck bond & bond delay • Dispensing position accuracy • Dispensing pattern • Measurement tools





![[Unix Programming] Process Basic](https://cdn2.slideserve.com/4450358/unix-programming-process-basic-dt.jpg)