Download
1 / 21
760 likes | 3.03k Views
Roundness Test. Lab # 6. Objective. To be familiar with circularity measurements. To know how to use Formtester to measure the following : Roundness. Coaxiality. Concentricity. Radial run-out. Axial run out. Roundness.

E N D
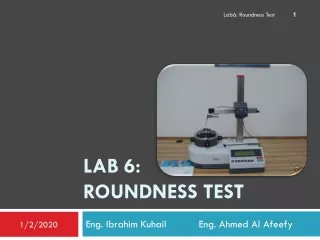
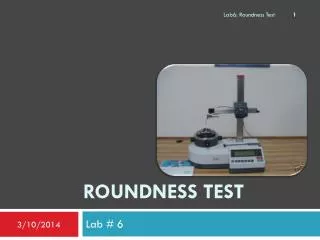
Lab6: Roundness Test Roundness Test Lab # 6
Objective • To be familiar with circularity measurements. • To know how to use Formtester to measure the following: • Roundness. • Coaxiality. • Concentricity. • Radial run-out. • Axial run out. Lab6: Roundness Test
Roundness • Roundness is the measure of the sharpness of a particle's edges and corners. • Roundness applies to individual circular cross sections of a surface of revolution or of a sphere. Lab6: Roundness Test
Cylindricity • Cylindricity applies to all cross-sections of a cylindrical surface simultaneously. The surface must lie between the two cylindrical surfaces which bound the tolerance zone and are determined by a best-fit nominal cylinder Lab6: Roundness Test
Coaxiality • Coaxiality is the relationship of one axis to another. • Coaxiality DIN is defined by a diameter of a cylinder of defined length, with its axis co-axial to the datum axis that will totally enclose the centroids of the planes forming the cylinder axis under evaluation. • Coaxiality ISO is defined as the diameter of a cylinder that is coaxial with the datum axis and will just enclose the axis of the cylinder referred for Coaxiality evaluation. Lab6: Roundness Test
Runout • Runout refers to the result of placing a solid of revolution on a spindle such as a lathe, and rotating the part about its central axis while measuring with a dial indicator its surface deviation from perfect roundness. With circular runout, the dial indicator is not moved along the direction of the axis of the part. Circular runout is therefore applied independently at each station along the length of the part as the part is rotated through 360 degrees. Lab6: Roundness Test
Total Runout: • Total Runout: involves moving the dial indicator along the length of the part while the part is rotated, so that it controls the cumulative variations of circularity, cylindricity, straightness, coaxiality, angularity, taper, and profile. Lab6: Roundness Test
Eccentricity • Eccentricity: is the term used to describe the position of the center of a profile relative to some datum point. It is a vector quantity in that it has magnitude and direction. The magnitude of the eccentricity is expressed simply as the distance between the datum point and profile center. The direction is expressed as simply as an angle from the datum point to the profile center. Lab6: Roundness Test
Concentricity • Concentricity is the condition in which the axes of all cross-sectional elements of a surface of revolution are common to the axis of a datum feature. Because the location of the datum axis is difficult to find, it is easier to inspect for cylindricity or runout. • Concentricity: is twice the eccentricity and is the diameter of a circle traced by the component center orbiting about the datum axis. Lab6: Roundness Test
Roundness Measurements • Measuring differences in diameter is not sufficient to measure roundness and to measure any component for roundness requiring some form of datum. • Roundness is usually assessed by rotational techniques by measuring radial deviations from a rotating datum axis; this axis remains fixed and becomes the main reference for all measurements. Lab6: Roundness Test
Ways of Measuring Roundness • Component rotation : involves rotation of the part while keeping the measuring transducer fixed. • The axis of the component is aligned with the axis of the spindle, using a centering and leveling table. A transducer is then used to measure radial variations of the component with respect to the spindle axis. The output of the gauge or transducer consists of three added components: Lab6: Roundness Test
Ways of Measuring Roundness • Rotating the stylus: involves keeping the component fixed while rotating the measuring transducer. • Rotate the stylus while keeping the component stationary. This is usually performed on small high precision components but is also useful for measuring large, non-circular, for example measurement of a cylinder bore using this method would not require rotation of the complete engine block. Lab6: Roundness Test
Reference Circle • To measure out of roundness, it is necessary to compare the part profile to an ideal circle or datum. Lab6: Roundness Test
Circle References • Least Square Reference Circle (LSC): is a circle where the sum of areas inside this circle is equal to the sum of the areas outside the circle and kept to a minimum separation. • The out of roundness value is the difference between the maximum and minimum radial departure from the reference circle centre. This is a very convenient reference circle to derive, as it is mathematically precise. Lab6: Roundness Test
Circle References cont. • Minimum Zone Circle (MZC)The MZC is defined as two concentric circles positioned to just enclose the measured profile such that their radial departure is a minimum. The roundness value is then given as their radial separation. (RONt) Lab6: Roundness Test
Circle References cont. • Minimum Circumscribed Circle (MCC): This is also known as the ring gauge reference circle and is the smallest circle that totally encloses the profile. Out of roundness is quantified as the largest deviation from this circle (RONt). Lab6: Roundness Test
Circle References cont. • Maximum Inscribed Circle (MIC) :The maximum inscribed circle, sometimes referred to as the plug gauge circle, is the largest circle that is totally enclosed by the profile. Errors are quantified as the maximum radial deviation (RONt) away from this reference circle. Lab6: Roundness Test
Roundness Error • Least square circle (LSC): It is a circle which separates the roundness profile of an object by separating the sum of total areas of the inside and outside it in equal amounts. The roundness error then can be estimated as the difference between the maximum and minimum distance from this reference circle • Minimum Zone circle (MZC): Here two circles are used as reference for measuring the roundness error. One circle is drawn outside the roundness profile just as to enclose the whole of it and the other circle is drawn inside the roundness profile so that it just inscribes the profile. The roundness error here is the difference between the radiuses of the two circles. • Minimum circumcised circle (MCC): It is defined as the smallest circle which encloses whole of the roundness profile. Here the error is the largest deviation from this circle • Maximum inscribed circle (MIC): It is defined as the largest circle that can be inscribed inside the roundness profile. The roundness error here again is the maximum deviation of the profile from this inscribed circle. Lab6: Roundness Test
Equipment • MMQ10 Formtester for roundness measurement. • Vernier Caliper. Lab6: Roundness Test
Results • Note that the Ecc "Eccentricity" value is 0.1 µm <0.5 µm that is the surface is correctly centered. • The roundness equals to 1.11 µmwhich indicates that the edges and the corner of the object is smooth. • Tolerance was 10 µm • Φ was 172° (angle from the datum point to the profile center). • The measurement range was 100µm Lab6: Roundness Test