Chapter4 - MILLING PROCESS
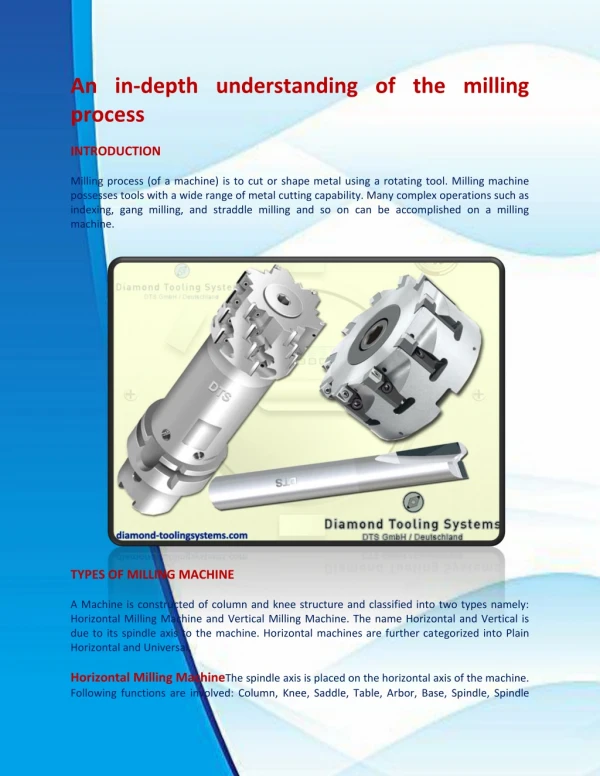
Chapter4 - MILLING PROCESS . FIG. 1 Typical parts and shapes produced by various cutting processes . Fig. 2 Schematic illustration of milling machines . Fig. 3 Milling machines. Fig 4 Nomenclature of a common milling cutter . right hand cutter. Left hand cutter. right hand spiral.

Chapter4 - MILLING PROCESS
E N D
Presentation Transcript
FIG. 1 Typical parts and shapes produced by various cutting processes
right hand cutter Left hand cutter right hand spiral Left hand spiral Fig. 5 Left and right hand cutters. Helical Plain Fig. 6 Milling Cutters. a ) Helical b ) Plain
Helical mill Slab mill Course tooth mill Helical mill (arbor type) Metal slitting saw Interloching mill Sidemill Staggered tooth mill Fig. 7 Various types of milling cutters
Two-lip end mill Shell end mill T-slot end mill Woodruff Keyslot end mill Double-end end mill Fig. 8 Various types of end mills
Covex formed cutter Gear tooth cutter Corner rounding cutter Concave formed cutter Single angle cutter Double angle cutter Fig. 9 Angle, concave, convex, corner and gear cutters
Amount of travel using large diameter cutter Large diameter cutter Amount of travel using small diameter cutter Direction of cut Material being removed workpiece Small diameter cutter Fig. 10 Effect of milling cutter diameter on workpiece travel
Intermediate arbor support Arbor support Arbor Spindle Fig. 12The standard milling machine arbor Draw in bolt Arbor nut Journal bearing Milling cutter Fig. 13 Arbor installation Fig.11 Tapers used for Milling machine arborrs
Fig. 15 Typical Collet types Milling machine adapters Chuck adapter Fig. 16 Adapters Fig. 17 Quick change adapter and tool holder.
Standard machine table vise swivel vise The universal vise Fig. 18 examples of various vises Fig. 19 The index head and footstock
Fig. 21 Offset boring head Fig.22 Various mounting tools Angle plate V-Block and clamp V-clamp C- clamp Fig. 20 Rotary table Step block Bent tail machine clamp Finger machine clamp Strap clamp C- clamp
Fig. 23 locating keys or tongues on the underside of the vise bases should be located correctly in relation to the T-slots on the milling machine table vise. Not correct Correct Workpiece Vise Parallel Parallel Selection of Parallels Workpiece Workpiece Vise Centering of workpiece in vise Workpiece Vise Workpiece Strap block Locating the workpiece at end of vise Fig. 24 correct mounting of workpiece in a vise
Fig. 26 The indexing plate Fig. 25 using hold down straps Brown and Sharpe type Plate I - 15, 16, 17, 18, 19, 20 holes Plate 2 - 21, 23, 27, 29, 31, 33 holes Plate 3 - 37, 39, 41, 43, 47, 49 holes Cincinnati type First side - 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 holes Second side - 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 holes
a) Slab milling b) Face milling c) End milling Arbor Cutter Spindle Shank Spindle End mill Arbor e) d) Fig. 27 Examples of Milling Cutters and Operations
Fig. 28 Face-milling operation showing (a) action of an insert in face milling; (b) climb milling; (c) conventional milling; (d) dimensions in face milling. The width of cut, w, is not necessarily the same as the cutter radius.
(b) (a) v f v Fig. 29 (a) Slab milling operation, showing depth of cut, d, feed per tooth, f, chip depth of cut, tc, and workpiece speed, v. (b) Schematic illustration of cutter travel distance lcto reach full depth of cut.
TABLE 1 Typical capacities and maximum workpiece dimensions for milling machines Note: Larger capacities are available for special applications.
TABLE 1 Parameters and formulae of the milling process Note: The units given are those that are commonly used; however, appropriate units must be used in the formulas.
Fig. 33 Straddel milling of a hexagon Fig. 31 A typical setup for plain milling Fig. 34 Face milling Fig. 32 is a typical example of angular milling.
Fig. 35 Face milling of angular surfaces Fig. 37 Form milling Fig. 36 Gange milling.
Fig. 39 The Woodruff key slot milling cutter Cutter centered over the shaft Fig. 38 Fly cutting tools Key is milled to required length Fig. 40 Milling rounded end key slot waysKey is milled to required length
Fig. 43 The splines are cut by straddle milling Fig. 41 T-slot milling cutter Fig. 42 Parting of a solid stock