
Lean Tools for Sustainable Process Improvement
E N D
Presentation Transcript
Lean Controls Welcome to Control Vision of Lean Supporting Six Sigma Lean Controls Lean Tool Highlights Defect Controls Project Sustained Success Six Sigma Control Plans Wrap Up & Action Items
Lean Controls You’ve begun the process of sustaining your project after finding the “vital few” X’s. In Advanced Process Capability, we discussed removing some of the Special Causes causing spread from Outliers in the process performance. This module gives more tools from the Lean toolbox to stabilize your process. Belts, after some practice, often consider this module’s set of tools a way to improve some processes that are totally “out of control” or of significantly poor Process Capability before applying the Six Sigma methodology. Let’s get this place cleaned up!!
The Vision of Lean Supporting Your Project Kanban The Continuous Goal… Sustaining Results • We cannot sustain Kanban without Kaizen. Kaizen Standardized Work • We cannot sustain Kaizen (Six Sigma) without Standardized Work. Visual Factory • We cannot sustain Standardized Work without a Visual Factory. • We cannot sustain a visual factory without 5S. 5S Workplace Organization Lean tools add discipline required to further sustain gains realized with Six Sigma Belt Projects.
What is Waste (MUDA)? • Waste is often the root of any Six Sigma project. • The 7 basic elements of waste (muda in Japanese) include: • Muda of Correction • Muda of Overproduction • Muda of Processing • Muda of Conveyance • Muda of Inventory • Muda of Motion • Muda of Waiting • The specifics of the MUDA were discussed in the Define Phase: • The reduction of MUDA can reduce your outliers and help with defect prevention. Outliers because of differing waste among procedures, machines, etc. Get that garbage outta here!
The Goal • Don’t forget the goal -- Sustaining your Project which eliminates MUDA! • With this in mind, we will introduce and review some of the Lean tools used to sustain your project success.
5S - Workplace Organization • 5S means the workplace is clean, there is a place for everything and everything is in its place. • 5S is the starting point for implementing improvements to a process. • To ensure your gains are sustainable, you must start with a firm foundation. • Its strength is contingent upon the employees and company being committed to maintaining it.
Step Japanese Literal Translation English Step 1: Seiri Clearing Up Sorting Step 2: Seiton Organizing Straightening Step 3: Seiso Cleaning Shining Step 4: Seketsu Standardizing Standardizing Step 5: Shitsuke Training & Discipline Sustaining 5S Translation - Workplace Organization Focus on using the English words, much easier to remember.
SORTING - Decide what is needed. Definition: • To sort out necessary and unnecessary items. • To store often used items at the work area, infrequently used items away from the work area and dispose of items that are not needed. Why: • Removes waste. • Safer work area. • Gains space. • Easier to visualize the process. Things to remember • Start in one area, then sort through everything. • Discuss removal of items with all persons involved. • Use appropriate decontamination, environmental and safety procedures. • Items that cannot be removed immediately should be tagged for later removal. • If necessary, use movers and riggers.
Item Useful Unknown Useless Keep & Monitor Keep & Store Sorting Useful Useless ABC Storage Dispose A Method for Sorting
A Frequency of Use B Distance C A Method for Sorting Use this graph as a general guide for deciding where to store items along with the table below.
STRAIGHTENING – Arranging Necessary Items Definition: • To arrange all necessary items. • To have a designated place for everything. • A place for everything and everything in its place. • Easily visible and accessible. Why: • Visually shows what is required or is out of place. • More efficient to find items and documents (silhouettes/labels). • Saves time by not having to search for items. • Shorter travel distances. Things to remember • Things used together should be kept together. • Use labels, tape, floor markings, signs, and shadow outlines. • Sharable items should be kept at a central location (eliminated excess).
SHINING – Cleaning the Workplace Definition: • Clean everything and find ways to keep it clean. • Make cleaning a part of your everyday work. Why: • A clean workplace indicates a quality product and process. • Dust and dirt cause product contamination and potential health hazards. • A clean workplace helps identify abnormal conditions. Things to remember • “Everything in its place” frees up time for cleaning. • Use an office or facility layout as a visual aid to identify individual responsibilities for cleaning. This eliminates “no man’s land.” • Cleaning the work area is like bathing. It relieves stress and strain, removes sweat and dirt, and prepares the body for the next day.
STANDARDIZING – Creating Consistency Definition: • To maintain the workplace at a level that uncovers problems and makes them obvious. • To continuously improve your office or facility by continuous assessment and action. Why: • To sustain Sorting, Storage and Shining activities every day. Things to remember • We must keep the work place neat enough for visual identifiers to be effective in uncovering hidden problems. • Develop a system that enables everyone in the workplace to see problems when they occur.
SUSTAINING – Maintaining the 5S Definition: • To maintain our discipline, we need to practice and repeat until it becomes a way of life. Why: • To build 5S into our everyday process. Things to Remember • Develop schedules and check lists. • Good habits are hard to establish. • Commitment and discipline toward housekeeping are essential first steps toward being world class.
The Visual Factory • The basis and foundation of a Visual Factory are the 5S Standards. • A Visual Factory enables a process to manage its processes with clear indications of opportunities. Your team should ask the following questions if looking for a project: • Can we readily identify Downtime Issues? • Can we readily identify Scrap Issues? • Can we readily identify Changeover Problems? • Can we readily identify Line Balancing Opportunities? • Can we readily identify Excessive Inventory Levels? • Can we readily identify Extraneous Tools & Supplies? • Exercise: • Can you come up with any opportunities for “VISUAL” aids in your project? • What visual aids exist to manage your process?
Standardized Work Visual Factory We cannot sustain Standardized Work without 5S and the Visual Factory. 5S - Workplace Organization What is Standardized Work? • If the items are organized and orderly, then standardized work can be accomplished. • Less Standard Deviation of results • Visual factory demands framework of standardized work. • The “one best way” to perform each operation has been identified and agreed upon through general consensus (not majority rules) • This defines the “Standard” work procedure
Prerequisites for Standardized Work Standardized work does not happen without the visual factory which can be further described with: Availability of required tools (5S). Operators cannot be expected to maintain standard work if required to locate needed tools Consistent flow of raw material. Operators cannot be expected to maintain standard work if they are searching for needed parts Visual alert of variation in the process (visual factory). Operators, material handlers, office staff all need visual signals to keep “standard work” a standard Identified and labeled in-process stock (5S). As inventory levels of in-process stock decrease, a visual signal should be sent to the material handlers to replenish this stock
Kaizen Standardized Work Visual Factory 5S - Workplace Organization What is Kaizen? • Definition*: The philosophy of continual improvement, that every process can and should be continually evaluated and improved in terms of time required, resources used, resultant quality and other aspects relevant to the process. • Kaikaku are breakthrough successes which are the first focus of Six Sigma projects. Six Sigma projects are examples of Kaizens * Note: Kaizen Definition from: All I Needed To Know About Manufacturing I Learned in Joe’s Garage. Miller and Schenk, Bayrock Press, 1996. Page 75.
Prerequisites for Kaizen Kaizen’s need the following cultural elements: Management Support. Consider the corporate support which is the reason why Six Sigma focus is a success in your organization Measurable Process. Without standardized work, we really wouldn’t have a consistent process to measure. Cycle times would vary, assembly methods would vary, batches of materials would be mixed, etc… Analysis Tools. There are improvement projects in each organization which cannot be solved by an operator. This is why we teach the analysis tools in the breakthrough strategy of Six Sigma. Operator Support. The organization needs to understand that its future lies in the success of the value-adding employees. Our roles as Belts are to convince operators that we are here for them--they will then be there for us.
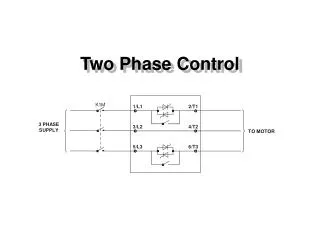
Kanban Kaizen Standardized Work Visual Factory 5S - Workplace Organization What is Kanban? • Kanbans are the best inventory control method that impacts some of the 7 elements of MUDA. • Kanban provides production, conveyance, and delivery information. In it’s purest form the system will not allow any goods to be moved within the facility without an appropriate Kanban (or signal) attached to the goods. • The Japanese word for a communication signalor card--typically a signal to begin work • Kanban is the techniqueused to “pull” products andmaterial through and intothe lean manufacturing system. • The actual “Kanban” can be a • physical signal such as an empty • container or a small card.
Two Types of Kanban There are two main categories of Kanbans: Intra-process Type 1: Finished goods Kanbans • Signal Kanban: Should be posted at the end of the processing area to signal for production to begin. • P.I.K Kanban: Used for a much more refined level of inventory control. Kanban is posted as inventory is depleted thus insuring only the minimum allowable level of product is maintained. Type 2: Incoming Material Kanbans • Used to purchase materials from a supplying department either internal or external to the organization. Regulates the amount of WIP inventory located at a particular process. P.I.K. Production Instruction Kanban Signal Withdrawal Inter-Process Between two processes Supplier
Prerequisites for a Successful Kanban System These items support successful Kanbans: • Improve changeover procedures. • Relatively stable demand cycle. • Number of parts per Kanban (card) MUST be standard and SHOULD be kept to as few as possible parts per card. • Small amount of variation (or defects). • Near zero defects should be sent to the assembly process (Result of earlier belt projects). • Consistent cycle times defined by Standardized Work. • Material handlers must be trained in the organization of the transportation system.
Warnings Regarding Kanban As we have indicated, if you do NOT have 5S, visual factory, standardized work and ongoing Kaizen’s, Kanbans cannot succeed. Kanban systems are not quick fixes to large inventory problems, workforce issues, poor product planning, fluctuating demand cycles, etc... Don’t forget that “weakest Link” thing!
The Lean Tools and Sustained Project Success The Lean tools help sustain project success. The main lessons you should consider are: • The TEAM should 5S the project area and begin integrating visual factory indicators. • Indications of the need for 5S are: • Outliers in your project metric • Loss of initial gains from project findings • The TEAM should develop Standardized Work Instructions • They are required to sustain your system benefits. • However, remember without an organized work place with 5S standardized work instructions won’t create consistency • Kaizen’s and Kanban’s cannot be attempted without organized workplaces and organized work instructions. • Remember the need for 5S and Standardized Work Instructions to support our projects. • Project Scope dictates how far up the Lean tools ladder you need to implement measures to sustain any project success from your DMAIC efforts.
Class Exercise In the boundaries for your project scope, give some examples of Lean tools in operation. • Others can learn from those items you consider basic. List other Lean tools you are most interested in applying to sustain your project results.
Summary At this point, you should be able to: • Describe the Lean tools • Understand how these tools can help with project sustainability • Understand how the Lean tools depends on each other • Understand how tools must document the defect prevention created in the Control Phase
The Certified Lean Six Sigma Yellow Belt Assessment The Certified Lean Six Sigma Yellow Belt (CLSSYB) tests are useful for assessing a Yellow Belt’s knowledge of Lean Six Sigma. The CLSSYB can be used in preparation for the ASQ or IASSC Certified Six Sigma Yellow Belt exam or for any number of other certifications, including private company certifications. The Lean Six Sigma Yellow Belt Course Manual Open Source Six Sigma Course Manuals are professionally designed and formatted manuals used by Belt’s during training and for reference guides afterwards. The OSSS manuals complement the OSSS Training Materials and consist of slide content, instructional notes data sets and templates. Get the latest products at… www.OpenSourceSixSigma.com 28 Advertisement