
第六章 平锻机模锻 6-1 平锻机模锻特点及应用范围
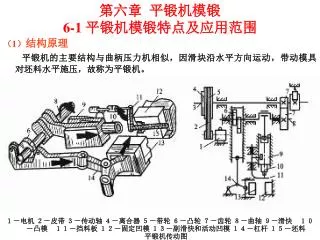
第六章 平锻机模锻 6-1 平锻机模锻特点及应用范围. (1) 结构原理 平锻机的主要结构与曲柄压力机相似,因滑块沿水平方向运动,带动模具对坯料水平施压,故称为平锻机。 1-电机 2-皮带 3-传动轴 4-离合器 5-带轮 6-凸轮 7-齿轮 8-曲轴 9-滑快 10-凸模 11-挡料板 12-固定凹模 13-副滑快和活动凹模 14-杠杆 15-坯料 平锻机传动图. ( 2 )系统构成

第六章 平锻机模锻 6-1 平锻机模锻特点及应用范围
E N D
Presentation Transcript
第六章 平锻机模锻6-1 平锻机模锻特点及应用范围 (1)结构原理 平锻机的主要结构与曲柄压力机相似,因滑块沿水平方向运动,带动模具对坯料水平施压,故称为平锻机。 1-电机 2-皮带 3-传动轴 4-离合器 5-带轮 6-凸轮 7-齿轮 8-曲轴 9-滑快 10-凸模 11-挡料板 12-固定凹模 13-副滑快和活动凹模 14-杠杆 15-坯料平锻机传动图
(2)系统构成 工作系统:同曲柄压力机,由曲轴、连杆、滑块等组成.其作用是将曲柄的旋转运动转变为滑块的水平往复直线运动,由滑块带动凸模工作,与曲柄压力机区别为:平锻机有两个滑块:主滑块和夹紧滑块。 传动系统:包括齿轮传动、皮带传动等机构,起能量传递作用和速度转换作用。 操纵系统:包括离合器、制动器、夹紧系统等零部件,用以控制工作机构的工作和停止及其模锻。 能源系统:包括电动机、皮带轮。 机身系统:压力机各个部分的连接机构。 辅助系统:如润滑系统、保护装置等。 (3)设备及模锻工艺和应用特点 1.模锻过程 加热棒料——放在固定凹模型膛内——挡板确定坯料长度——主滑块和夹紧滑块同时运动——夹紧棒料——主滑块运动——坯 料在凸模作用下变形——充型。
2.平锻机模锻工艺、设备特点及其应用 工艺特点: (1)设有两个相互垂直的分模面,能锻出两个不同方向具有凹档和凹孔的锻件。 (2)坯料水平放料,锻件长度不受设备空间限制,能进行长杆类锻件和长杆空心类锻件的模锻,进行深穿孔或深冲孔工作。
(3)平锻机导向性好,形程固定,尺寸稳定性比锤上模锻好。(3)平锻机导向性好,形程固定,尺寸稳定性比锤上模锻好。 (4)可进行开式或闭式,可进行切边、剪料、弯曲、热精压、热挤压等。 设备特点 (1)设备是模锻设备中结构最复杂,价格最贵锻造设备。 (2)锻件表面尺寸要求精度高,否则夹不紧或产生纵向毛刺。 (3)锻件加热质量高,平锻机工艺适应性差,不适应非对称件。 (4)锻造同类大小的锻件,平锻机生产效率比热模锻压机低。 应用特点 (1)各种螺栓、铆钉类锻件; (2)汽车锻件如气门、半轴,环形类锻件; (3)长杆件的局部镦粗,如抽油杆类的镦粗。
6-2 平锻机工步及锻件分类 一、平锻机基本工步 平锻机常用的基本工步有: (1)局部墩粗;(2)冲孔;(3)成形;(4)切边(5)穿孔(6)切断 集聚-成形、冲孔-穿孔-切芯料边 集聚-成形-穿孔、切芯料 集聚-压扁-成形-切边
第一类:具有粗大部分的杆件类,锻造工步:集聚、预锻、终锻第一类:具有粗大部分的杆件类,锻造工步:集聚、预锻、终锻 无孔类 二、平锻机模锻锻件的分类:五类 不通孔类 第二类:无杆件锻件类,锻造工步:集聚、冲孔、预锻、终锻、穿孔或切断 通孔类 不通孔或无孔类
第三类:管料墩粗锻件类,锻造工步:集聚、预锻、终锻第三类:管料墩粗锻件类,锻造工步:集聚、预锻、终锻 第四类:挤压件类,锻造工步:集聚、挤压 第五类:联合模锻件类,锻造工步:由锻件形状选取锻造工步
6-3 平锻机模锻锻件图设计 主要内容:分模面的形式和位置;机械加工余量和公差;锻模斜度和圆角半径;技术条件。 一、确定分模位置和形状 要点: 1.分模面设置在最大轮廓的最前端(左端)。 优点:凸模结构简单,锻件的杆部和头 部不偏心。 缺点:切边工序易拉出纵向毛刺。 2.分模面设置在最大轮廓的中部。 优点:切边时飞边切除干净。 缺点:凸模和凹模调整不当会产生错差。 3.分模面设置在最大轮廓的后端(右端)。 优点:在凸模中成形,锻件同心度好。 缺点:锻件在切边模膛内较难定位,锻件和 坯料之间易产生错差。
二、机械加工余量与公差 确定方法: (1)根据设备吨位大小来确定。如下表: (2)根据锻件尺寸、形状确定,根据相关标准查阅确定。 如可按JB3834-85标准确定。
三、锻模斜度 设计锻模斜度的目的是利于取模。平锻机具有两个方向的分模面,斜度可适当减小,甚至没有斜度。典型锻件斜度如下表 四、圆角半径 有利于充型和延长模具寿命。如在凹模中成型的部分 外圆半径:r1=(径向机械加工余量+高度方向加工余量)/2+倒角高度值。 在冲头中成型的部分 内圆角半径:R1=凸肩/5+0.1 凸模圆角半径:r2=H/10+1; R2=H/5+1
6-4 顶镦规则及聚集工步计算 一、顶镦规则 顶镦:坯料端部的局部墩粗为顶镦或聚集,是平锻机的基本工步。 1)顶镦第一规则:当长径比 ≤ 3,端部较平时,可在平锻机中自 由墩粗到任意大的直径而不弯曲。即:不弯曲的工艺条件 ≤ 3。 长径比过大造成弯曲 端面不平,长径比过大造成弯曲
允许长径比允 2)顶镦第二规则:在凹模内顶镦时,若:Dm ≤1.5d0时,f ≤d0 或 Dm ≤ 1.25d0时,f ≤ 1.5d0,> 允,可进行正常的局部墩粗而不产生折叠。如图(b),用于 <10锻件。即:细长杆镦粗时,产生纵向弯曲,但不致于引起折叠的工艺条件。 凹模 凸模
3)顶镦第三规则:在凹模内顶镦时,若:Dm ≤1.5d0时,f ≤ 2d0 或 Dm ≤ 1.25d0,f ≤ 3d0,> 允, 用于 >10的锻件。可进 行正常的局部墩粗而不产生折叠.如图(a)。即:产生纵向弯曲, 但不致于引起折叠的工艺条件。 凸模 凹模
二、集聚工步计算 要点:1.当锻件的> 允时须按照顶镦的第一、第二、第三规则来进行多次顶镦。 2.在凸模中进行顶镦时,充型条件较好。 3.利用体积不变条件计算变形的限制条件。 变形条件计算,由体积不变条件得:
ε是一个关于、 函数。下图是锥形型槽内聚集的限制曲线,设 计时采用abc曲线以下的系数,可获得合格的产品。由长径比数值 与曲线的交点确定系数、,求出聚集工步尺寸Dm= d,dm= d0。 锥形槽槽内聚集限制曲线
6-5 通孔锻件和盲孔锻件的工步计算 通孔锻件和盲孔锻件锻造特点:模锻工艺需要聚集、冲孔和切断。 一、通孔锻件热锻件图设计 设计依据:冷锻件图,在冷锻件图基础上加收缩量获得。设计要点如下图。
二、冲孔次数的确定和冲孔工步设计 冲孔次数设计依据:冲孔深度 lnp和冲孔直径dc`之比。由下图确定。
冲深孔时时为了防止锻件冲歪,需要设计冲头进入凹模的导向 长度b≥ 10~15mm。 三、聚集工步与原坯料尺寸 为了保证冲孔成形质量,要 求冲头直径(D冲头)和坯料直径 (D坯)有适当的比值,一般 D冲头/ D坯=0. 5~0. 7。 根据冲头只对坯料进行分流 无明显的轴向流动,合理的冲孔 坯料可根据计算毛坯来确定。 方法同锤上模锻。计算毛坯分为 三个部分:简单圆柱;锥形空心 体;圆柱体。 计算毛坯尺寸确定:
带孔锻件坯料直径计算: 当(1)d计/ d锻=1.0~1.2时,取d坯=(0.82~1.0)d计; (2) d计/ d锻> 1.2时,取d坯>d锻 (3)d计/ d锻< 1.2时,取d坯<d锻 坯料长度的计算: L坯=1.27V坯/d2坯 其中 V坯=(V锻+V芯+M毛)(1+δ) 6-6 管类平锻机的工艺要点 管件类锻件顶镦规则: (1)当t0/t <3时,可在 一次行程中完成管坯镦粗。 (2)当t0/t >3时,应在 多道型槽中镦粗。
6-7 平锻机吨位的确定 平锻机吨位的有两种方法: 一、经验-理论公式 对于D≤ 300mm锻件 Pb=0.005(1-0.001D)D2σb Pk=0.005(1-0.001D)(D+10)2σb D:锻件最大直径; σb:终端温度下材料强度 二、经验公式 P=57.5KF F:为包括毛边在内的锻件最大投影面积。 K:钢种系数,中碳钢及低合金钢取1.0 高碳钢及中碳合金钢取1.15 高合金钢取1.3
6-8 平锻机模锻锻模结构 一、平锻模的固定和固定空间 平锻机的模具主要由凸模夹持器、凸 模、凹模和前后挡板四部分组成。 凸模夹持器安装在主滑块的凹模中, 在凸模夹持器上安装若干个工步的凹 模。凹模由上下两块组成,下模块安 装在床身上,工作时不运动(固定凹 模),上凹模安装在加紧滑块上,随 加紧滑块上下运动(活动凹模)。 挡板分为前挡板和后挡板,用来控制 变形金属长度。 模具的固定方式主要有: 键、压板和螺钉。 模具空间:应满足模具闭合长度必须 小于设备的最小闭合长度。
固定部分 工作部分 组合锻模 二、平锻模结构设计 平锻模由冲头和凹模组成。目前,大部分平锻模采用组合式。凹模镶块如下图。 冲头由两部分组成:工作部分和固定部分。 镶块固定 凹模镶块 冲头结构形式
三、型槽设计 1.终锻成形型槽设计 凹模直径: 闭式模锻 D凹=D锻(锻件图直径) 开式模锻 D凹=D锻+KC K:系数,后定料装置时K=2.5~3.0 前定料装置时K=2.0~2.5 冲头直径D凸=D凹-2 δ δ:凸凹模间隙,与设备吨位有关, 取0.2~0.75 冲头长度 L凸=L闭(闭合高度)-[L(加紧部分长度) +L锻(锻件在凹模成形部分的长度)+t(毛边厚度)]
2.集聚型槽设计 凸模直径: D凸=D大头+0.2( D大头+L锻)+5mm 凹模直径: D凹=D凸+ 2 δ1 凸模长度: L凸=L闭-(L+δ2) 凹模导向长度: L导=LB-L锥+(15~20)mm 泄氧化皮槽尺寸: a=20~30mm,α=30⁰ ~60⁰
3.切边型槽设计 切边型槽主要有: d1=D锻+3C+5mm d2=d3+(1~2)mm d3=d4-△ △=0.4~0.8 (由D锻尺寸选取) d4=D锻 d5=d4+(8~10)mm d6=1.02d0+1mm h2=(4~5)t h3=h锻+(10~15)mm
4.穿孔型槽设计 穿孔型槽主要尺寸有: d1=d0+(5~10)mm d2=D锻1+x d3=D锻2+x d4=D锻 d5=1.01d锻+0.2mm d6=d0+(1.5~3.0)mm d7=d5+8mm d8=冲头最大直径 d9= d8+(10~20)mm h1=h锻1+y h2= h锻2+(10~15)mm h3≥ 20mm s=20~30mm a=5mm b=35~40mm
5.与活动凹模有关的型槽设计 切断型槽 加紧型槽 平滑式:L夹=2.5d0+50mm 肋条式:L夹=2.0+30mm
夹钳式 机架外的定料挡板 后定料装置 凹模上定料挡板 机架上的定料挡板