Download

1 / 2
0 likes | 3 Views
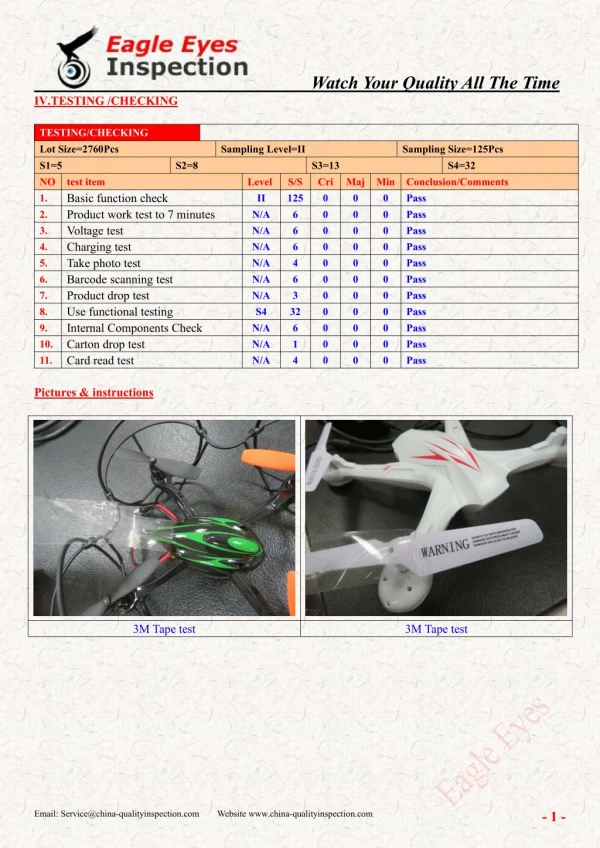
As businesses strive to meet customer demands and comply with stringent regulatory requirements, advanced technologies like vision system camera inspection have become a cornerstone of quality assurance processes.

E N D