Download

1 / 7
70 likes | 88 Views
Even for those SMT process engineers with knowledge of optimal condition of area ratio and aspect ratio, without assistance of professional software, it is still unpractical to verify if the aperture conforms to IPC-7525 standard one by one. Then the quality of stencil can only be validated through soldering results after it goes into production.u00a0<br><br>The industry's pain is what we are striving to overcome.

E N D
How to check whether the stencil aperture area ratio conforms to IPC-7525
Those personnel dedicated to the SMT industry and technology know well the printing issues such as miss printing, insufficient solder, lcicles, etc. (as shown in below picture) which are common as well as head-scratching. The likely solution is to analyze and optimize the aperture size, stencil thickness and material. While it has been proved that the root cause of these problems is that the aperture area ratio and aspect ratio (width-thickness ratio) in IPC-7525 standard has been neglected during stencil design stage.
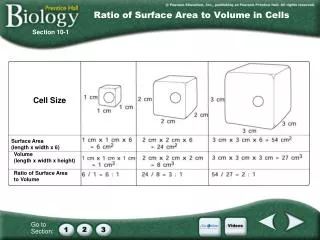
Against area ratio and aspect ratio, IPC-7525 standard has specified design formulas, as shown in below picture. During actual printing, when separating stencil and PCB, solder paste are scrambled by the two parts, that is to say, the solder paste will be transferred to PCB pads or left on the wall of aperture. Research shows that when the area ratio (the ratio of aperture area to aperture wall area) is larger than 0.66 and the aspect ratio is larger than 1.5, solder paste can be well released on the PCB pads. Furthermore, the larger the ratio is, the higher the transformation rate is; otherwise, the bad printing issues as Pic. 1 will turn up.
Even for those SMT process engineers with knowledge of optimal condition of area ratio and aspect ratio, without assistance of professional software, it is still unpractical to verify if the aperture conforms to IPC-7525 standard one by one. Then the quality of stencil can only be validated through soldering results after it goes into production. Some engineers utilized the macros of Excel and worked out the formula as Pic.3. This method could calculate the area ratio and aspect ratio of aperture and examine some apertures, while it’s unable to cover all apertures and not applicable to the complicated apertures.
From the current situation, it can be seen that even though the process engineers know how to do while the desired result cannot be achieved still. As the old saying goes “Good tools are prerequisite to the successful execution of a job”, therefore, an efficient tool is essential for engineers. The industry's pain is what we are striving to overcome. Based on the problems the electronics industry faces in stencil, Vayo has developed a digital stencil design software—Vayo-Stencil Designer (VSD) software, which not only reverses the process from stencil design to fabrication, but also provides several functions including stencil validation, especially in stencil aperture inspection, covering almost all issues in stencil design.
With 30+ check rules, including the check rules of aperture area ratio and aspect ratio, process engineers are able to check the potential soldering issues by one click and plan in advance to avoid line stop, quality issues and customer complaint, etc.
This software can not only enable process engineers to implement convenient and high-efficiency independent design, but also help enterprise establish an unified aperture standard library, which help save time and energy to communicate with stencil manufacturers about aperture requirements. The designers can also pay more attention to the process improvement and optimize aperture design, thus promoting the reliability of product.