
第四章 锤上模锻
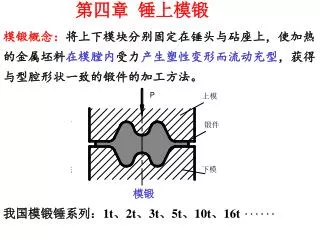
第四章 锤上模锻. 模锻概念: 将上下模块分别固定在锤头与砧座上,使加热的金属坯料 在模膛内 受力 产生塑性变形而流动充型 ,获得与型腔形状一致的锻件的加工方法。. 模锻. 我国模锻锤系列:1 t、2t、3t、5t、10t、16t ‥‥‥. 本章内容: ( 1 )锤上模锻特点与应用 ( 2 )锤上模锻方式与变形特点 ( 3 )模锻件的分类及其锻件图设计 ( 4 )模锻变形工步确定 ( 5 )坯料尺寸确定及其模锻锤吨位选择 ( 6 )模锻形槽设计 ( 7 )锤锻模结构设计 ( 8 )锻锤材料选择及使用维护. 本章重点难点内容. 本章重点难点内容.

第四章 锤上模锻
E N D
Presentation Transcript
第四章 锤上模锻 模锻概念:将上下模块分别固定在锤头与砧座上,使加热的金属坯料在模膛内受力产生塑性变形而流动充型,获得与型腔形状一致的锻件的加工方法。 模锻 我国模锻锤系列:1t、2t、3t、5t、10t、16t ‥‥‥
本章内容: (1)锤上模锻特点与应用 (2)锤上模锻方式与变形特点 (3)模锻件的分类及其锻件图设计 (4)模锻变形工步确定 (5)坯料尺寸确定及其模锻锤吨位选择 (6)模锻形槽设计 (7)锤锻模结构设计 (8)锻锤材料选择及使用维护 本章重点难点内容 本章重点难点内容
1-1 锤上模锻特点及其应用范围 模锻工艺特点: (1)工艺灵活,适用性广,可实现形状复杂的锻件,通过型槽设计能完成各类锻造工步。 (2)锤头的行程、打击速度可调节,金属充型能力强,加工余量较小,材料利用率高,生产率高。 (3)锻造流线分布合理,能提高锻件的使用寿命,批量生产生产成本低。 (4)设备投资大,锻造震动对厂房要求高。 (5)模锻锤导向差,锻件精度不够高。 (6)低塑性的材料不宜锤上模锻。
锤上模锻的应用: 批量较大的锻件锻造。可以进行拔长、镦粗、滚挤、弯曲、卡压、成形、预锻、终锻等批量较大的锻件,批量小时成本较高。 模锻设备:蒸汽-空气模锻锤、高速锤、螺旋锤等。 蒸汽-空气模锻锤
模锻工艺的演变过程 胎模锻 自由锻 胎模 锤锻模
4-2 锤上锻模方式与变形特征 开式模锻; 闭式模锻; 单型槽(件)模锻; 多型槽(件)模锻。 锻模方式 开式模锻 闭式模锻
单型槽(件)模锻 多型槽(件)模锻
一、开式模锻 1)定义:金属锻造时,变形金属的流动不完全受模腔限制的一种锻造方法。 锻造时多余金属沿垂直于作用力的方向流动,形成毛边,流动受阻,迫使金属充满型腔. 2)变形过程 第一阶段:自由变形或镦粗阶段。 第二阶段:毛边槽开始形成阶段。 第三阶段:充满型槽阶段。 第四阶段:镦粗或打靠阶段。 四个阶段
自由变形或镦粗阶段 抗力小 变形过程及其抗力变化 抗力增加 毛边槽开始形成阶段 抗力增大 充满型槽阶 抗力急剧增加
3)各个阶段变形区的应力分析 第一阶段变形:如同在孔板间镦粗。分为A区和B区。A区直接受力区,B区受A区变形引起变形。 第二阶段变形:金属流动有两个方向,充型和流向毛边。两个方向流动阻力大,处于明显三向应力状态。 开式模锻各变形区应力应变
第三阶段变形:多余金属排向毛边,变形仅发生在分模面附近的一个区域,其它位置处于弹性状态。第三阶段变形:多余金属排向毛边,变形仅发生在分模面附近的一个区域,其它位置处于弹性状态。 变形第三阶段网格和应力应变 (1)型槽的具体尺寸和形状。 (2)毛边槽尺寸和形状。 (3)锻件的分模位置。 (4)设备工作速度及其运动特性。 (5)坯料的性质。 4)影响变形金属流动 的因素
在锻造工艺上起重要作用的是毛边槽。 容纳多余金属; 造成水平方向阻力,有利于充型; 缓冲上下模的冲击。 毛边槽的作用 毛边槽的结构
毛边槽的结构设计与变形方式有关。 镦粗充型 压入充型 镦粗成形:金属容易充满 型腔,b/h毛应 取小些。 压入成形:金属难充满型腔, 充型b/h毛应大些。
二、闭式模锻 1)定义:金属锻造变形过程中,金属的流动始终在封闭的型腔内,不能排出,迫使金属充型而不形成毛边的一种锻造方法。 闭式模锻时不设毛边槽,减少毛边材料,无需切变设备,有利于精密锻造,但下料要准确。 位置1 位置2 闭式模锻过程 锻造过程压力变化
2)变形过程:可分为三个阶段。 第一阶段:基本成形阶段。开始变形到基本充满型腔。 第二阶段:充满阶段。充满型槽各处。 第三阶段:形成纵向飞边阶段。多余金属形成毛刺。 变形过程 带纵向毛边锻件 充满阶段变形特点
3)闭式模锻与开式模锻比较 与开式模锻相比,闭式模锻特点如下: (1)省去毛边材料的消耗和切毛边工序。 (2)模锻时材料在封闭的形腔变形,材料处于明显的三向压应力状态,提高材料的塑性,有利于低塑性材料锻造。 (3)流线分布更合理,提高锻件的力学性能。 (4)要求计算毛坯坯料准确,型内定位准确,锻件出模困难,模具上需要设计顶出机构。 (5)应用受到一定限制,应用范围窄。 金属分布不均 顶杆
4-3 锻件分类及锻件图设计 1)锻件分类:4类。圆饼类、长轴类、顶镦类、复合类。 第 一 类 圆饼类 锻件 模锻工序: 镦粗制坯,终锻成形
模锻工序: 考虑拔长、滚挤、弯曲、卡压、成形等制坯工步,预锻和终锻成型. 第 二 类 长轴类 锻件 模锻工序: 要考虑顶镦、聚料、冲孔等制坯、预锻和终锻成形 第 三 类 顶镦类 锻件
第 四 类 复合类 锻件 考虑具体形状结合基本工序来定 2.锻件图设计 生产工艺规程制定 锻模设计 锻件检验 后续机械加工 模锻锻件图设计是 的重要技术文件。 锻件图设计必须的资料:零件图。
冷锻件图 热锻件图 锻件检验、后续机械加工及热锻件图依据。 锻件图的分类 是用于设计和制造锻模的依据。 一般所说的锻件图为冷锻件图。 1)选择分模面位置和形状; 2)确定机械加工余量、余块和锻件公差; 3)确定模锻斜度; 4)确定圆角半径; 5)确定冲孔连皮的形状和尺寸; 6)制定锻件技术条件; 7)绘制锻件图. 锻件图设计的 内容和问题
一、确定分模面 1)分模面:组成模块型腔的各模块的分合面称为分模面。分模面影响锻件出模和材料利用率 2)分模线:分模面与锻件表面的交线称为分模线,是锻件最重要最基本的结构要素。 锻件分模位置
3)分模面确定原则: (1)分模面应取在最大投影面上,有利于充型和出模。 不好 好 好 不好
(2)有利于制模方便,分模面尽量为平面,必要时采用折线分模.(2)有利于制模方便,分模面尽量为平面,必要时采用折线分模. 好 不好
3)有利于纤维分布 好 不好 4)有利于检查错移和锻模机械加工 H≤( 3~4)D 不好 好 好 不好
二、确定机械加工余量和公差 余量:锻件设计时添加的包覆零件外层的金属。 余量设计目的是为提高表面质量及保证尺寸而设置的,锻件图上凡是需机械加工的表面,都留有余量。 加工余量的大小与锻件的形状复杂程度、尺寸精度、表面光洁度、锻件材料和模锻设备等有关。 公差:保证锻件的尺寸误差在余量范围之内的尺寸设计。 加工余量与公差确定 确定方法:(1)按锻锤吨位大小确定;(2)按锻件的形状和尺寸确定。 (1)尺寸公差。 (2)形状位置公差。 (3)技术要求公差。 公差的分类
(一)影响锻件加工余量与公差的因素 1.锻件的形状及复杂系数S 式中:Gd为锻件重量,Vd锻件体积。 Gb:外廓包容体质量,Vb外廓包容体体积。 锻件的外廓包容体 S分为四级,S1、S2、S3、S4。由简单到复杂,S值越小锻件越复杂。
2.锻件的重量和公差尺寸的大小 确定方法:根据锻件图的名义尺寸进行计算,并按质量和尺寸査相关表格。一般质量大,锻造设备吨位大者,取余量和公差大一些。 3.锻件的材质系数 按照锻造的难易程度分为四级。材质系数不同,公差不同。 M0: Al、Mg合金; M1:低碳低合金钢; M2:低碳高合金钢; M3:不锈钢、高温耐热合金和Ti合金。 材质系数 一般M编号值越大,公差余量越大。 4.锻件精度等级及其锻压设备 精度等级不同,加工余量和公差不同。锻造设备不同,公差和余量不同,可参考相关手册图标。
5.分模形式和模具状况 平直分模及弯曲对称分模公差小,模具材质和磨损状况不同而不同。 (二)常见的几种类型的公差 1.长度、宽度及高度公差。 锻件的名义尺寸 质量大小 精度等级 形状复杂系数 锻件材料 公差确定可按 来确定。 长度尺寸 宽度尺寸 高度尺寸 厚度尺寸 锻件尺寸分类
锻件尺寸分类 外表尺寸 外表尺寸正负偏差按+2/3和 -1/3比例分配。 如A尺寸: 内表面尺寸 如a尺寸: 内表面尺寸正负偏差按+1/3和 -2/3比例分配。
2.厚度公差 通过分模线厚度方向公差。锻件所有的厚度公差应该一致。厚度公差按锻件最大厚度尺寸查表确定。 厚度公差正负偏差按+3/4,-1/4或2/3、 -1/3比例分配。 3.冲孔公差 内表面公差,公差正负偏差按+1/4 和-3/4比例分配。 4.错移公差 分模面上一侧的任一点和另一侧的对应点之间的允许偏差,其方向平行与主分模线。 错移量m: 错移
公差确定:参考相关手册。公差确定的步骤: 根据同轴度 毛边大小 分模线形状 锻件质量 材质系数 形状系数 锻件轮廓尺寸 确定公差。
举例 图表法确定锻件的公差
5.残留毛边及毛边过切面 由锻件存在错移或切边模刃口尺寸与锻件尺寸存在偏差造成。 锻件本体到剪切边距离 切出平面到理论分模线交点的距离
(三)模锻加工余量的确定 三、模锻斜度 1.定义:为便于取模,必须将型槽壁部做成一定斜度,称之模锻斜度。锻模斜度分为内斜度和外斜度之分,内斜度比外斜度大一级。 锻件在型槽中的受力
A放大 模锻件上的模锻斜度 2.模锻斜度度量和做法 模锻斜度表示可用角度和斜度余量表示。 模锻斜度表示
连接斜度 反引等斜度 自然斜度
改变分模面形成自然斜度 变换锻模斜度 3.模锻斜度的大小 可查相关模锻设计手册的表格。如表4-4~6。
四、圆角半径 锻件上所有的转接要用圆弧连接,形成圆弧过渡,此过渡处称为锻件的圆角。 圆角过小,会造成应力集中容易产生裂纹,取模困难,纤维分布不合理,力学性能下降,严重时会形成回流,形成折叠. 圆角过大造成加工余量增加,复杂件会造成锻不足。 圆角半径过小造成裂纹或压塌 圆角半径对流线影响
圆角半径大小锻件尺寸有关,高度尺寸越大,圆角半径越大。圆角半径大小锻件尺寸有关,高度尺寸越大,圆角半径越大。 内圆角半径:r=余量+零件相应处圆角半径 外圆角半径:R=(2~3)r 具体圆角半径数值 可查阅相关手册表格。 模锻前 模锻中 模锻最后 折叠与圆角半径的关系
五、肋和腹板 肋:零件的加强结构设计。 分类:周边肋、中心肋、正交肋、符合肋。 形状:H、U、L、T、+型等。 凸台:连接支撑部分。 形式:轮毂型、凸耳型、凸块型。 肋与凸台的形状和位置
高度 宽度 肋与凸台尺寸的习惯表示法 六、冲孔连皮 连皮:模锻时不能直接锻出透孔,在设计热锻模图时必须在孔内留有一层连皮。锻后在切边机上冲除掉。 连皮作用:避免锻模凸出部分相互接触,造成磨损或打塌;容纳多 余金属。
连皮种类: 尺寸确定:由内孔直径、内孔深度确定。 平底连皮是常用的连皮形式. (1)平底连皮 尺寸确定: 斜底连皮是d>2.5h或60mm的锻件。 (2)斜底连皮
尺寸确定:s由毛边槽桥部高度h确定,b由毛边槽桥部宽度来确定。尺寸确定:s由毛边槽桥部高度h确定,b由毛边槽桥部宽度来确定。 带仓连皮用于形状复杂的锻件。 (3)带仓连皮 尺寸确定: S=0.4d;R1=5h 拱底连皮用于d>15h的锻件。 (4)拱底连皮
d≤25mm或h≥1.7d时采用压凹形式,不锻 出连皮。压凹h1=(0.5~0.8)d 压凹用于内孔较小锻件。 (5)压凹 连皮有时用来生产小锻件,以节约金属损耗. 复合模锻
七、模锻锻件图及锻件技术条件 锻件图表示方法与自由锻锻件图相同。有连皮锻件,不必绘出连皮形状和尺寸。 未注明的锻模斜度和圆角。 允许的错移量和残余毛边的宽度。 允许表面缺陷深度。 表面清理方法。 锻后热处理工艺和硬度要求。 注明需要进行组织和力学性能检验的取样位置。 其它特殊要求。如弯曲度,同心度等。 技术条件内容 锻件图绘制。 技术条件表示方式。 余量及其公差确定。 取样位置确定。 重点关注
举例:某航空发动机1级涡轮模锻件设计实例。举例:某航空发动机1级涡轮模锻件设计实例。 锻件名称:Ⅰ级涡轮盘 锻件类别:Ⅱ类。 锻件材料:GH4033A 锻造方案:饼坯在16t模锻锤上锻造。 公差及其余量确定:由锻件尺寸查表确定。 涡轮盘锻件图
4-4 模锻变形工步的确定 1.模锻工艺一般流程 模锻工艺一般流程
2.模锻工步分类 模锻工步:最终成形,包括预锻和终锻。 制坯工步:改变坯料形状和体积分配,有利于预锻 和终锻成形。模锻工艺主要任务之一是 制定制坯工步。 分类 切断工步:切断锻好的锻件和钳口。 镦粗 压扁 开式拔长 闭式拔长 开式滚挤 闭式滚挤 混合滚挤 不对称滚挤 卡压 成形 弯曲 常用的制坯工步 镦粗
压扁 开式拔长 闭式拔长 开式滚挤 闭式滚挤 混合式滚挤