
第七章 螺旋压力机上模锻 1.结构及其分类: 分类: 摩擦压力机、液压螺旋压力机、电动螺旋压力机。 摩擦压力机示意图如图( a) ,结构原理如图( b )
第七章 螺旋压力机上模锻 1.结构及其分类: 分类: 摩擦压力机、液压螺旋压力机、电动螺旋压力机。 摩擦压力机示意图如图( a) ,结构原理如图( b ). ( a) 摩擦压力机. ( b )螺旋压力机结构原理图. 2 .工作过程 以摩擦压力机为例,工作时﹐ 电动机 使 飞轮摩擦盘 和旋转以储蓄能量﹐同时通过 螺杆﹑螺母 推动 滑块 向下运动。当滑块接触工件时﹐飞轮被迫减速至完全停止﹐储存的旋转动能转变为冲击能﹐通过滑块打击工件﹐使之变形。打击结束后﹐电动机使飞轮反转﹐带动滑块上升﹐回到原始位置。. ( 1 )具有锻锤和曲柄压力机双重工作特性。

第七章 螺旋压力机上模锻 1.结构及其分类: 分类: 摩擦压力机、液压螺旋压力机、电动螺旋压力机。 摩擦压力机示意图如图( a) ,结构原理如图( b )
E N D
Presentation Transcript
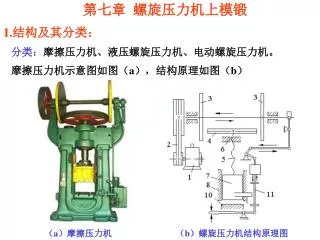
第七章 螺旋压力机上模锻 1.结构及其分类: 分类:摩擦压力机、液压螺旋压力机、电动螺旋压力机。 摩擦压力机示意图如图(a),结构原理如图(b) (a)摩擦压力机 (b)螺旋压力机结构原理图
2.工作过程 以摩擦压力机为例,工作时﹐电动机使飞轮摩擦盘和旋转以储蓄能量﹐同时通过螺杆﹑螺母推动滑块向下运动。当滑块接触工件时﹐飞轮被迫减速至完全停止﹐储存的旋转动能转变为冲击能﹐通过滑块打击工件﹐使之变形。打击结束后﹐电动机使飞轮反转﹐带动滑块上升﹐回到原始位置。
(1)具有锻锤和曲柄压力机双重工作特性。 工作中带有一定的冲击,滑块行程不固定,具有锤类锻造特性。 滑块和工作台之间所受的力由压力机封闭框架所承受,具有压力机 工作特性。 (2)每分钟形程次数少,打击速度低。 (3) 螺旋压力机传动效率最低, 7-1 螺旋压力机工作特点及应用范围 1.工作特点 2.螺旋压力机模锻的工艺特点 (1)工艺用途广 可进行多次打击和大变形量工序;打击次数少,金属再结晶充分。 (2)承受偏心载荷能差
摩擦压力机做螺旋运动的螺杆和作往复运动滑块间为非刚性连接,承受偏心载荷能差。 2.螺旋压力机模锻的工艺特点 (1)工艺用途广 可进行多次打击和大变形量工序;打击次数少,金属再结晶充分。 (2)承受偏心载荷能差 摩擦压力机做螺旋运动的螺杆和作往复运动滑块间为非刚性连接,承受偏心载荷能差。 (3)可采用组合式的模具。 (4)实现小模锻斜度,小余量和精密锻造 由于压力机由顶出机构,可实现小模锻斜度,小余量和精密锻造。
螺旋压力机模锻锻件图设计特点: 一、确定分模面 当采用无毛边或小毛边锻造时,分模面一般取在金属最后充满处,对于长轴类锻件,分模面选择原则和锤上模锻相同。不同锻造方式分模面选择如下所示 7-2 锻件图设计特点 锻件分模面选择
一般情况下,摩擦压力机上模锻件的加工余量和锻件公差,一般比锤上模锻要大,锻件单边余量和高度方向余量和公差、水平方向公差见下表。 二、确定机械加工余量和公差 单边余量与高度方面公差
7-3 螺旋压力机吨位的确定 (1)按锤上模锻时落下部分质量或曲柄压力机上模锻时压力进行换算 P螺=K1G P螺=P曲/K2 (2) 按锻件的投影面积大小计算 (3)查表法 利用查表法可确定螺旋压力机吨位,如右图。
7-4 螺旋压力机用锻模结构设计 一、型槽设计特点 螺旋压力机型槽设计与锤上模锻和曲柄压力机型槽设计方法相类似。区别只是毛边槽形式和尺寸方面。毛边槽形式如下。 螺旋压力机锻模常用的毛边槽形式
由于螺旋压力机双重的工作特性,其模具设计结构形式既可采用锤用锻模的结构,也可用曲柄压力机锻模的结构形式。 锻模结构分为:整体模、镶块模和组合模。 1.整体模 二、锻模的结构设计 一般大吨位螺旋压力机多采用整体式。模块的最小面积由下表确定。 由于一般螺旋压力机的装模空间无燕尾槽,带燕尾整体膜必须通过带燕尾过渡模板,而过渡模板是用压板紧固在工作台和滑块上。
2.镶块模 镶块模由可更换的镶块与具有一定通用性的模座两部分组成。 镶块的结构形式和曲柄压力机镶块基本相同,镶块的紧固方式有斜楔和止动螺钉紧固,如右图所示。 镶块的形式和规格多采用圆形和矩形两种。 带锁口模座 1.止动螺钉;2.锁口
圆形 矩形 镶块的形式
3.组合模 组合模是一种装配式结构的锻模。由多个零件装配组合而成。 组合模的具体结构形式有多种形式,如开式顶镦锻模、闭式直通式 锻模、具有叠合式下模的闭式模锻等 上模可拉动式锻模 下模可分开式的两半锥模
三、模座设计 模座是用来安放锻模镶块的,要有足够强度。为了便于调节上、下模块之间相对位置,模块和模座孔之间应留有间隙,对于圆形模块,间隙为0.1~0.2mm,对矩形模块,间隙为1.0~1.5mm。 模座的紧固,工厂模座紧固主要有下列几种: (1)用螺钉拉紧镶块的模座,如右图所示。 (2)用楔铁紧固矩形模座 用螺钉紧固圆形镶块的模座
(3)圆形和矩形镶块通用模座 用楔铁紧固矩形模座 圆形和矩形镶块通用模座
四、锻模导向部分设计 摩擦螺旋压力机上模锻的导向种类有导柱、导套、凸凹模自身导向及其模座上带锁扣导向几种。锻模导向装置,导向装置的导柱和导套与热模锻压力机相同,锁扣与锤上模锻相同。对于某些简单、批量不大锻件,可采用导销导向。 导销形状 用上下模自身导向锻模结构
1.伞齿轮模锻过程 材料18CrMnTi 坯料尺寸:Φ90×445mm 7-5 典型锻件工艺举例 模锻工序 (1)加热 (2)进行局部锻造 (3)去掉垫板,充型 (4)切除毛边 伞齿轮模锻过程
2.阀杆类锻件模锻过程 阀杆类锻件生产批量较少 时,可采用螺旋压力机模锻。 模锻工序 (1)局部加热 (2)插入下模进行成 形,滑块回程时顶杆顶 出。 (3)修理毛刺 阀杆类锻件模锻过程
3.十字类锻件模锻过程 十字类锻件在摩擦压力机模锻困难,需要采用自由锻制坯,摩 擦压力机模锻联合生产。 模锻工序 (1)制坯,先在自由锻锻成扁方,压成十字形,在拔长十字头并滚圆。 (2)摩擦压力机上整体模锻成形。为了防止从横错移,在模块上 设置锁扣。 (3)切边。(4)校正,仍在摩擦压力机上用同一套模具进行校正。 锻件图 空气锤制坯图