Download
1 / 14
160 likes | 292 Views
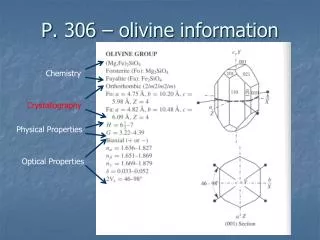
USAGE OF OLIVINE as BACKING SAND IN TUNDISH. 24/09/2007. T UNDISHES ; are machines which, continuously provide molten metal to mold and adjust amount of incoming metal to mold. ladle. Tundish.

E N D
USAGE OF OLIVINE as BACKING SAND IN TUNDISH 24/09/2007
TUNDISHES ; are machines which, continuously provide molten metal to mold and adjust amount of incoming metal to mold ladle Tundish
Interior of tundishes could be molded by two ways; hot molding and cold molding. In cold molding magnesite based plates are used as tundish coating and laying of plates are made without heat treatment. In hot molding, tundish coating is made by tundish mortar and heat treated. After heat treatment, there is a colling period for hardening of material. Cold molding is better economical than hot molding and requires less time. Downside of cold molding is it requires more workmanship.
This photograph shows a tundish, before its refractory coating applied, from a big steel mill in Turkey. Cold molding is utilized for tundish coating. Tundish is about 7m long and have about 30 Ton capacity
Tundish Coating (Magnesite based plates) Tundishes have 2 layers; tundish coating and wall. Olivine sand is used as a backing material to fill in between of wall and coating Tandişler çalışma astarı ve emniyet astarı olmak üzere iki kısımdan oluşurlar. Olivin kumu ise burada emniyet astarı ile çalışma astarı arasında dolgu malzemesi olarak kullanılır. Tundish Impact Wall Wall
Wall is coated with 12 cm refractory cement which has high alumina content Wall
Magnesite based plates used in coating Magnesite based plate
This photo shows the usage of olivine sand as a filler. Olivine sand protects wall of tundish due to its high melting point. Application of olivine is not a complicated process and not requires a lot of workmanship. Steps are as follow; 1- Bottom of emptied tundish is filled with 0-2mm or 1-3mm olivine sand.
2) Filled olivine is levelled to whole surface with 10 cm thickness. After levelling process, magnesite plates are molded on bottom.
3) After molding of plate to bottom surface, side surfaces are molded with magnesite based plates. It is important to put 10 cm gap between wall and coating
4) This 10 cm gap is filled with olivine sand in order to protect wall. Olivine sand is a refractory material with high melting point(1750 °C). Olivine protects wall with its this property and reduces maintanence costs of tundish.
5) After olivine sand filling process, gaps between plates are troweled with refractory mortar. olivine sand Olivin dolgu kumunun tatbikinden sonra plaka araları yüksek ısıya dayanıklı refrakter harçlarla sıvanır ve sıvanın kuruması için bir gün bekletilir. Refractory mortar
6) Tundish impact is placed under where molten metal comes from ladle Tundish Impact
After all these processes, molding of tundish with refractory material is finished. Tundish is now ready for upcoming casting processes. After 30 casting process, tundish coating is replaced with new one.