Download
1 / 9
90 likes | 231 Views
CAE Simulation software provides tools that help manufacturers validate and optimize the design of plastic parts and injection molds by accurately predicting the plastic injection molding process.

E N D
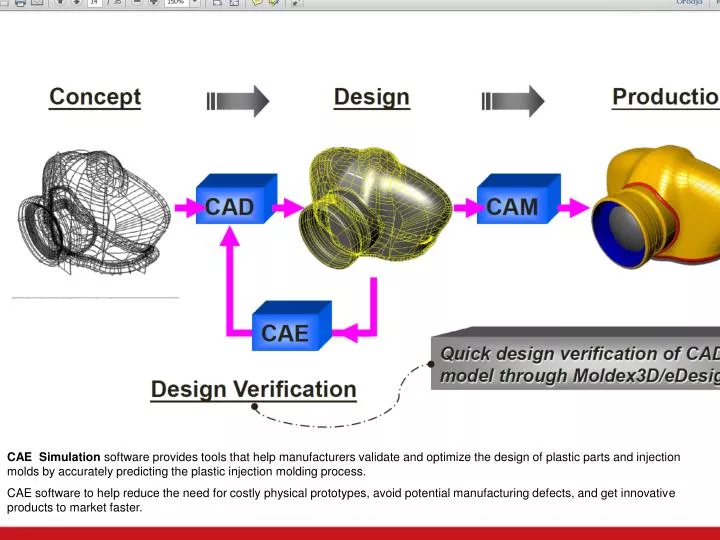
CAE Simulation software provides tools that help manufacturers validate and optimize the design of plastic parts and injection molds by accurately predicting the plastic injection molding process. CAE software to help reduce the need for costly physical prototypes, avoid potential manufacturing defects, and get innovative products to market faster.
Melt front advancement is a position indicator as melt front boundary movement in different time duration in the filling process. From the melt front advancement one can: -Examine the filling pattern of the molding -Check potential incomplete filling (short shot) problem -Identify weld line locations -Identify air trap locations -Check gate contribution for runner balance -Check proper gate location to balance flow and eliminate weldline.
Pressure distribution of the cavity is shown in different colors at current instant. Based on the pressure drop and distribution, users can revise the part and mold design. From the pressure distribution one can: -Check the pressure transmission situation -Check runner system pressure drop -Check flow balance of the design -Avoid overpacking and flashing of melt -Examine the extent of packing/holding.
Plastic melt temperature distribution at current instant. For 3D calculation, the temperature distribution expresses temperatures in all three dimensional for the fully cavity.
This is the estimated cooling time required to be cooled enough to be ejected under the given design and process conditions. In other words, it means the time required to cool down below eject temperature. Use [Slicing] or [Clipping] function to view interior distribution.
Shows the X-component of the thermal displacement (mold cooling effect) after the part is ejected and cooled down to room temperature. This is an indicator of effect of balanced cooling on part warpage behavior. This value is an indicator for if the part is uniformly cooled and is correlated to cooling system design. The value is relative to the model coordinate.
Clamping forces is one of the most commonly-used parameters for injection molding machines. It refers to the final clamping forces applied by the mold plate to the mold after the clamping unit has locked the mold and when the fused materials are being injected into the cavity. The clamping forces to a great extent reflects the ability of the injection molding machine in processing products.