
利用脂解酵素催化醇解反應進行三苯基丁酸甘油酯前驅藥合成
利用脂解酵素催化醇解反應進行三苯基丁酸甘油酯前驅藥合成. 吳沛玲 張春生 南台科技大學 生物科技研究所 [93-2214-E-218-001-]. 1. 摘要

利用脂解酵素催化醇解反應進行三苯基丁酸甘油酯前驅藥合成
E N D
Presentation Transcript
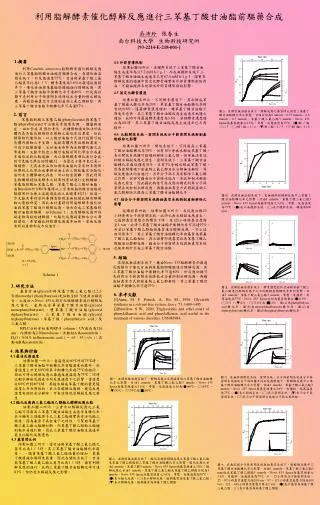
利用脂解酵素催化醇解反應進行三苯基丁酸甘油酯前驅藥合成利用脂解酵素催化醇解反應進行三苯基丁酸甘油酯前驅藥合成 吳沛玲 張春生 南台科技大學 生物科技研究所 [93-2214-E-218-001-] 1.摘要 利用Candida antarctica脂解酵素催化醇解反應進行三苯基脂肪酸甘油酯前驅藥合成。在開放無溶劑系統下,於反應溫度75℃,甘油與苯基丁酸三氟乙酯莫耳比為1 / 3,酵素濃度為3.6%之最適反應條件下,催化甘油與苯基脂肪酸酯進行醇解反應,其三苯基丁酸甘油酯平衡轉化率可達80%。於反應初期可先利用分子篩密閉系統降低水含量抑制水解反應,再藉由抽真空方式將副產物三氟乙醇移除,其三苯基丁酸甘油酯平衡轉化率可高達97%。 4.4 外部質傳限制 結果如圖四所示,在攪拌系統下三苯基丁酸甘油酯生成速率為115.2 mM h-1 g-1,而在無攪拌系統下三苯基丁酸甘油酯生成速率只有67.4 mM h-1 g-1,證實在醇解反應的過程中固定化酵素確實有外部質傳限制的存在,可藉由攪拌系統降低外部質傳限制的影響。 4.5 固定化酵素濃度 結果如圖五所示,不同酵素濃度下,其水解成苯基丁酸最大轉化率為20%;單苯基丁酸甘油酯轉化率則皆低於6%;隨著酵素濃度增加,雙苯基丁酸甘油酯下降速率愈快,且三苯基丁酸甘油酯反應生成速率也隨之增加,此時可得最適酵素濃度為3.6%,若將酵素濃度增加為4%時,其三苯基丁酸甘油酯反應生成速率已不再提升。 4.6 比較開放系統、密閉系統及分子篩密閉系統對副產物移除之影響 結果如圖六所示,開放系統下,可得最高三苯基丁酸甘油酯轉化率78%,但有10%會被水解成苯基丁酸,表示開放系統雖可較順利移除三氟乙醇,但卻無法有效抑制水解副反應之發生。密閉系統下,三苯基丁酸甘油酯轉化率最低僅有41%,且有7%會被水解成苯基丁酸,因為密閉環境下副產物三氟乙醇及水分都無法移除,導致反應無法向右進行。另外分子篩不具有移除三氟乙醇之作用,但卻可藉由分子篩除水能力,有效抑制水解副反應之發生,因此藉此特性可在反應初期先利用分子篩密閉系統抑制水解反應,再藉由抽真空方式將副產物三氟乙醇移除以提高三苯基丁酸甘油酯轉化率。 4.7 結合分子篩密閉系統與抽真空系統對副產物移除之影響 延續前節所敘,結果如圖七所示,在反應初期25小時使用分子篩密閉系統,此時已無水解副反應產生, 之後將真空度壓力持續往下降,在121小時將真空度降至1 torr,此時三苯基丁酸甘油酯平衡轉化率可高達97%。而若以苯基丁酸乙醇酯做基質進行醇解反應 ,於上述相同條件下,其三苯基丁酸甘油酯轉化率與基質為苯基丁酸三氟乙酯相似,再次證實即使基質改為苯基丁酸乙醇酯進行醇解反應,藉由分子篩密閉系統與抽真空系統也能有助於合成三苯基丁酸甘油酯。 圖三. 在開放無溶劑系統下,醇解反應之基質間比例對三苯基丁酸甘油酯轉化率之影響。甘油分別為1 mmole、0.75 mmole、0.6 mmole、0.5 mmole,苯基丁酸三氟乙酯3 mmole,Novo 435 lipase為基質總重之3.6%,常壓,反應溫度為75℃。(●)醇 / 酯=1 / 3,(○)醇 / 酯=1 / 4,(▼)醇 / 酯=1 / 5,(▽)醇 /酯=1 / 6。 2. 前言 苯基脂肪酸之苯基乙酯(phenylacetate)與苯基丁酯(phenylbutyrate)可治療尿素循環失調 、腫瘤與癌症 、血紅素病 及 預防老化。此種藥物療效取決於在體內是否能長期維持在藥物之最低有效濃度,但此類藥物代謝很快。以三酸甘油酯方式進行投藥可延長體內藥物之半生期,能提高體內有效藥物濃度,可減少投藥劑量,且甘油本身即為生物體代謝之正常產物。文獻中指出三酸甘油酯若用化學法合成產率偏低且純化較複雜,而以脂解酵素催化進行合成,則可克服化學法的問題[1] ,在最近十幾年來已是一個趨勢,尤其在食品添加劑及油脂改質有許多應用,但傳統之化學合成要將甘油上的三個羥基完全酯化,由於有立體障礙之存在,所以相當困難。因此利用生物觸媒特性及酵素之特異性嘗試進行生物轉換。苯基脂肪酸如苯基乙酸、苯基丁酸之三酸甘油酯,由Brusilow於2000年獲得以三芳香族脂肪酸甘油酯前驅藥用於治療上述提過疾病之美國專利[2],經進一步文獻及專利資料庫調查發現並無相關此類前驅藥物之製程研究,因此本計畫將利用脂解酵素催化甘油與苯基丁酯進行醇解反應,進而合成三苯基脂肪酸甘油酯前驅藥,如Scheme 1,且因醇解反應所得副產物為短碳鏈醇類,比酯化反應副產物水分之沸點還低,希望藉此特點讓反應速率加快,並使反應有利向產物形成方向進行。 圖四. 在開放無溶劑系統下,有無攪拌對醇解反應中三苯基丁酸甘油酯轉化率之影響。甘油1 mmole,苯基丁酸三氟乙酯3 mmole,Novo 435 lipase為基質總重之3.6%,常壓,反應溫度為75℃。(●)表示無攪拌系統,(○)表示攪拌系統,轉速為600 rpm。 5. 結論 在開放無溶劑系統下,藉由Novo 435脂解酵素於最適反應操作下催化甘油與苯基脂肪酸酯進行醇解反應,其三苯基丁酸甘油酯平衡轉化率可達80%。於反應初期可先利用分子篩密閉系統降低水含量抑制水解反應,再藉由抽真空方式將副產物三氟乙醇移除,其三苯基丁酸甘油酯平衡轉化率可達97%。 Scheme 1 3. 研究方法 基質甘油(glycerol)與苯基丁酸三氟乙酯(2,2,2-Trifluoroethyl phenylbutyrate)先加熱至60 ℃使其溶解混合,之後加入Novo 435之固定化脂解酵素進行醇解反應之催化,產物包含單苯基丁酸甘油酯(glyceryl monophenylbutyrate)、雙苯基丁酸甘油酯(glyceryl diphenylbutyrate)、三苯基丁酸甘油酯(glyceryl triphenylbutyrate)、苯基丁酸(phenylbutyric acid)及三氟乙醇。 HPLC分析管柱使用RP-8 column;UV波長為216 nm;內標物為2-Nitrotoluene;流動相A為acetonitrile:H2O ( 0.01% trifluoroacetic acid ) = 65:35 ( v/v );流動相B為acetonitrile。 圖五. 在開放無溶劑系統下,酵素濃度對於甘油與苯基丁酸三氟乙酯進行醇解反應中之不同酯類產物轉化率有何影響。甘油1 mmole,苯基丁酸三氟乙酯3 mmole,常壓,有攪拌,反應溫度為75℃,Novo 435 lipase分別為基質總重之(●)0.5%、(○)1%、(▼)2%、(▽)3.6%及(■)4%。圖(a)為phenylbutyric acid轉化率,圖(b)為monophenylbutyrate轉化率,圖(c)為diphenylbutyrate轉化率,圖(d)為triphenylbutyrate轉化率。 6. 參考文獻 [1]Anna, M. F., Patrick, A., Bo, M., 1996. Glyceride synthesis in a solvent-free system. Jaocs. 73, 1489-1495. [2]Brusilow, S W., 2000. Triglycerides and ethyl esters of phenylalkanoic acid and phenylalkenoic acid useful in the treatment of various disorders. US6083984. 4. 結果與討論 4.1 最佳反應溫度 結果如圖一所示,當溫度從60℃升到75℃時,三苯基丁酸甘油酯平衡轉化率會隨溫度而提升,但當溫度上升至80℃時其平衡轉化率與75℃時相同,因此可得之醇解反應之最適反應溫度為75℃;同時比較水解副反應在不同反應溫度下之影響,當溫度從60℃升到80℃時,其被水解成苯基丁酸的量是隨溫度上升而降低的,表示在醇解反應裡,提高反應溫度有助於水分移除,可有效降低水解副反應之發生。 4.2 酯化反應與三氟乙酯及乙醇酯之醇解反應比較 結果如圖二所示,三者中以醇解反應之三氟乙酯可得最高三苯基丁酸甘油酯生成速率及轉化率,表示擁有三個氟原子之三氟乙酯確實具有活化酯之特性,因為氟原子具拉電子之特性,可幫助苯基丁酸三氟乙酯之酯鍵打斷,而苯基丁酸乙醇酯之酯鍵則較不易被打斷,因此三苯基丁酸甘油酯生成速率甚至比酯化反應還低。 4.3 基質間比例 結果如圖三所示,當甘油與苯基丁酸三氟乙酯之莫耳比為1 / 3時,其三苯基丁酸甘油酯轉化率最佳, ,隨著苯基丁酸三氟乙酯過量的增加,苯基丁酸將被水解得更嚴重。因此在開放系統下,甘油與苯基丁酸三氟乙酯之莫耳比為1 / 3時,最有利醇解反應的進行,此時三苯基丁酸甘油酯轉化率可達81%,但仍受水解副反應之影響。 圖六. 在無溶劑開放系統、密閉系統、分子篩密閉系統及分子篩密閉系統無放分子篩四種不同的反應環境下,對醇解反應中三苯基丁酸甘油酯轉化率之影響。甘油1 mmole,苯基丁酸三氟乙酯3 mmole,Novo 435 lipase為基質總重之3.6%,有攪拌,反應溫度為75℃。(●)表示開放系統,(○)表示密閉系統,(▼)表示分子篩密閉系統,(▽)表示分子篩密閉系統無分子篩之對照組。 圖一. 在開放無溶劑系統下,醇解反應之反應溫度對三苯基丁酸甘油酯轉化率之影響。甘油1 mmole,苯基丁酸三氟乙酯3 mmole,Novo 435 lipase為基質總重之3.6%,常壓,反應溫度分別為(●)60℃、(○)65℃、(▼)70℃、(▽)75℃及(■)80℃。 圖二. 在開放無溶劑系統下,酯化反應與醇解反應之苯基丁酸三氟乙酯及苯基丁酸乙醇酯對三苯基丁酸甘油酯轉化率之影響。酯化反應之甘油1 mmole,苯基丁酸3 mmole,Novo 435 lipase為基質總重之10%;醇解反應之甘油1 mmole,苯基丁酸三氟乙酯及苯基丁酸乙醇酯分別為3 mmole,Novo 435 lipase為基質總重之3.6%,常壓,反應溫度為65℃。(●)表示酯化反應,(○)表示醇解反應,酯類基質為苯基丁酸三氟乙酯,(▼)表示醇解反應,酯類基質為苯基丁酸乙醇酯。 圖七. 在無溶劑分子篩密閉系統與抽真空系統下,對醇解反應中三苯基丁酸甘油酯轉化率之影響。甘油1 mmole,苯基丁酸三氟乙酯3 mmole或苯基丁酸乙醇酯3 mmole,Novo 435 lipase為基質總重之3.6%,有攪拌,反應溫度為75℃。0 ~ 25小時為分子篩密閉系統,25 ~ 97小時真空度壓力為200 torr,97 ~ 121小時真空度壓力降為100 torr,121 ~ 168小時真空度壓力降至1 torr。(●)表示基質為苯基丁酸三氟乙酯,(○)表示基質為苯基丁酸乙醇酯。