Oxy-Acetylene Welding & Brazing
200 likes | 759 Views
Oxy-Acetylene Welding & Brazing. Technology Education Dept. Bellwood-Antis High School Mr. Crowell Mr . Mackereth. What is the difference between WELDING & BRAZING?.

Oxy-Acetylene Welding & Brazing
E N D
Presentation Transcript
Oxy-Acetylene Welding & Brazing Technology Education Dept. Bellwood-Antis High School Mr. Crowell Mr. Mackereth
What is the difference between WELDING & BRAZING? WELDING-the heating of pieces of base metal to melt & fuse 2 pieces into a solid piece (also called FUSION WELDING.) Welding involves using a SIMILAR filler metal/rodto the pieces being welded. Example of WELDING: two steelpieces fused together with a steel rodis welding
What is the difference between WELDING & BRAZING? BRAZINGis also the heating of pieces of base metal to melt & fuse the two pieces into one solid piece. Unlike welding, BRAZING uses a NON-FERROUS filler metalwith a lower melting point to the pieces being welded. Example of BRAZING: 2steel pieces fused with a brass or bronze rod isBRAZING
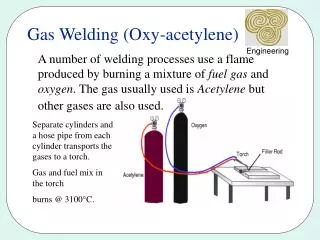
OXYACETYLENEGAS WELDING All types of gas welding useOXYGENto OXIDIZE (burn) a type of flammable gas. Although different welding fuels are used, the most common fuel, and the gas we will be using in this shop, is ACETYLENE. Welding with OXYGENand ACETYLENE is called OXY-ACETYLENE WELDING.
SAFETY PROCEDURES Proper welding attire/equipment in our shop would include the following items: HAT w/ HAIR TIED UP LONG SLEEVES SOLID SHOES/BOOTS LONG PANTS #5 WELDING GOGGLES LEATHER WELDING COAT WEDLING GLOVES LEATHER WELDING APRON Basically, keep ALL of your skin and hair coveredwhen welding!
VERY IMPORTANT! • The tanks, especially oxygen, are filled with highly compressed gases. • IT IS EXTREMELY CRITICAL THAT ALL TANKS BE SECURELY CHAINED AT ALL TIMES! • A tank with a cracked or broken valve becomes a deadly projectile or missile.
OPENING TANK VALVES • Check to make sure the regulators on the tank& the pressure regulators on the torch bodyARE BOTH IN THE CLOSED POSITION. • We then open the oxygen tank valve ALL THE WAY OPENThis prevents the valve stem on the tank valve from being bent by high pressure. • We then open the ACETYLENEtank valve ONE QUARTER TURN. NO FURTHER! • LEAVE THE TANK WRENCH ON THE ACETYLENE TANK VALVE. • This allows us to shut the gas off quicklyin the event of an emergency, such as a leak or fire.
TORCHES & GAS LINES We make sure that the gas and oxygen lines cannot be switchedaccidentally: OXYGEN hosesare GREEN, ACETYLENEare RED OXYGEN fittings have RIGHT hand threads. ACETYLENE fittings having LEFT hand threads. The ACETYLENE packing nut has a groove notched into IT. The OXYGEN packing nut has no groove. ALL Fittings must be tight. NO grease or petroleum products can be in threads! The torch bodyis equipped with either a welding tipor a cutting tip.Make sure to keep all tips clean.
WELDING & BRAZING RODS The projects you are building will be made out of 3/32” steel welding rod. This steel rod is plated with a thin layer of copper to prevent rust from forming on the outside of the rod, or contaminating welds. The steel project pieces will be BRAZEDtogether. The brazing rods used are 3/32” brazing rod with a coating of fluxon the rod.
LIGHTING THE WELDING or BRAZING TORCH IMPORTANT: NEVER POINT A TORCH AT ANYONE OR ANY FLAMMABLE OBJECT WHEN LIGHTING THE TORCH. FIRST, set the regulators on the tanks to the desired amounts of pressure. (For our brazing, we will be using 5 lbs ofoxygen and acetylene.) Once the correct pressures are set, open the ACETYLENE pressure valveon the torch body 1/4 turn,and then strike the spark lighter. LIGHT THE GAS WITH A SPARK LIGHTER! NEVER USE MATCHES / BUTANE LIGHTERS!
LIGHTING THE WELDING or BRAZING TORCH (cont.) Slowly add OXYGEN to the acetylene flame until a pale blue flamewith an inner blue coreappears. This is called a NEUTRAL FLAME. If too much acetyleneis burned, a CARBURIZING FLAMEwill leave black depositson the work. Slowly add oxygen to neutralize the flame. If too much oxygenis added to the acetylene, then an OXIDIZING FLAMEwill eat awayat the filler rodand the base metal. Cut back on the oxygen. VERY IMPORTANT! DO NOT POINT A LIT TORCH AT ANYONE, DO NOT LAY DOWN A LIT TORCH ON A TABLE!
SHUTTING DOWN THE OXYACETYLENE TORCH FIRST, shut both pressure valveson the torch (acetylene first, then oxygen) SECOND, close the tank valvestightly (acetylene first , then oxygen) THIRD, drain both of the lines by opening the torch pressure valves. Do this until both pressure gauges on the tanks read ZERO. FINNALY, Shut the torch valves, and shut the regulators on the tank. TURN the screws out. (only done at the END of CLASS by instructor)