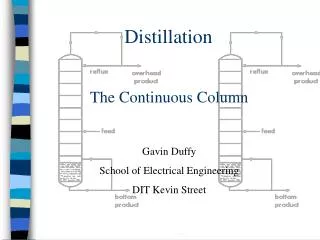
Distillation
Distillation. Philip Meaden. Part 1: Malting, Mashing and Fermentation Part 2: Distillation of Malt Spirit Part 3: Distillation of Grain Spirit Part 4: Distilled Beverages other than Scotch Whisky Part 5: Flavour and Maturation Part 6: Cooperage Part 7: Blending and Packaging.

Distillation
E N D
Presentation Transcript
Distillation Philip Meaden • Part 1: Malting, Mashing and Fermentation • Part 2: Distillation of Malt Spirit • Part 3: Distillation of Grain Spirit • Part 4: Distilled Beverages other than Scotch Whisky • Part 5: Flavour and Maturation • Part 6: Cooperage • Part 7: Blending and Packaging
Scotch Whisky Blends • Secondary blend • 25-30% malt; whiskies 3 to 4 years old • Standard blend • 35-40% malt; whiskies 3 to 8 years old • De luxe blend • 45-50% malt, occasionally more; whiskies 8 to 12 years old, occasionally more • Vatted malt • blends of two or more malt whiskies
Principal Components of Scotch Whisky Blends • Grain whisky • light-bodied, provides “background”, tones down stronger notes of some malt whiskies • Lowland malt whisky • light-bodied (compared to other malts), provides “weight”, can be used in large proportion without excessive character • Highland malt whisky • full, heavy, fragrant, fruity; provides character • Islay (and Skye) malt whisky • smoky, peaty, powerful, rich; very influential and normally used in small proportions
Preparing for the Blend • Blended Scotch whisky typically contains 20 to 30 malts, but can be as many as 50 • Using a large number of individual whiskies • allows for greater consistency in the blend • protects the blend if there is a supply problem • prevents any one whisky dominating the blend • Cross-trading (between competitors) may be used to obtain the desired whiskies for blending
Blending of Other Whiskies • Japan • relatively few malt distilleries, so malt whiskies for blending are sometimes imported • United States • blended whiskey uses at least 20% by volume “straight whiskey” (usually bourbon, rye or corn) with light whiskies, grain neutral spirits or grain spirits; up to 2.5% by volume can be “blenders” (such as sherries) • Canada • “blenders” (wines, sherries, whiskies, other spirits) may be used to a maximum of 9% by volume; “pre-blending” is sometimes used
Scotch Whisky: the Blending Process • Casks sampled and nosed • Disgorge malt and grain whiskies separately into troughs (to give vatted malts and vatted grain whiskies) • Filter to remove char and other solids • Transfer to wooden blending vessel, and aerate for 30 to 60 minutes to mix contents • Return to cask for 3 to 6 months (optional) • Mix vatted malt and grain whiskies, with minor adjustments as necessary • Return to cask for 3 to 6 months
Scotch Whisky: the Reduction Process • Casks are disgorged into the reducing vat • Deionized water is added to reduce ethanol to bottling strength (water containing Ca2+ will lead to a precipitate) • Water must be added in the correct way • if too quick, localised weaker solutions will give rise to rapid precipitation • if too cold, rapid precipitation will also occur • rapid precipitation produces smaller particles, which may block the filter • Spirit caramel is added (if necessary) to adjust for colour • Whisky is allowed to rest for 24 hours to allow for precipitation (mainly lipids and fatty acid esters)
Scotch Whisky: the Chill Filtration Process • Chill filtration uses a plate and frame system operated under pressure - easy to maintain, gives consistent performance but expensive to install and operate • Filters are constructed from cellulose or cellulose impregnated or pre-coated with diatomaceous earth; particle retention is about 5 µm • “Body-feeding” with diatomaceous earth may be used prior to filtration, especially with filters made only of cellulse
A Typical Whisky Blending, Chilling and Filtration System 5 mm mesh cask disgorging trough blending vat 1 mm mesh 1 mm mesh chilling plant reducing vat tanker (guard filter) 100 µm filter filter press bright spirit vat filler 10 µm guard filter 5 µm filter sheets and filter aid
Filling, Capping and Labelling • Filling • vacuum systems are normally used • Capping • roll-on pilfer proof (ROPP): metal sheath is applied using top pressure and rollers • corks: now used predominantly for premium products • Labelling • labels may be be self-adhesive or applied using a wet adhesive • brushes ensure that label is evenly applied