Che5700 陶瓷粉末處理
Che5700 陶瓷粉末處理. Particle Packing. 陶瓷成型之際, 必然牽涉到粉末堆積的科學與技術; 表達堆積效果: packing density and/or porosity 顯然會影響堆積的因素: particle size and distribution, particle shape, resistance of particles to pressure (deformation; binder effect), flow resistance (friction between particles)

Che5700 陶瓷粉末處理
E N D
Presentation Transcript
Che5700 陶瓷粉末處理 Particle Packing • 陶瓷成型之際, 必然牽涉到粉末堆積的科學與技術; • 表達堆積效果: packing density and/or porosity • 顯然會影響堆積的因素: particle size and distribution, particle shape, resistance of particles to pressure (deformation; binder effect), flow resistance (friction between particles) • For uniform spheres: five different packing arrangements – cubic, orthorhombic, tetragonal, pyramidal, tetrahedral等 • 堆積緊密程度各有不同; coordination number越高, 堆積越緊密, 理論上最高為74%.
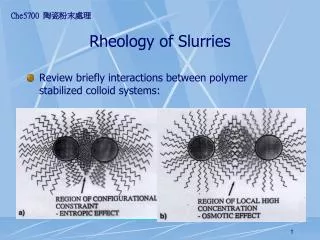
In theory, we can obtain ordered packing of mono-disperse particles; in reality, it is often to get packing as shown above (small range of ordering)
Che5700 陶瓷粉末處理 Packing Density and Pore Size
Che5700 陶瓷粉末處理 Packing Characteristics • Tortuosity o: for cubic packing o= 1.0; tetrahedral packing o= 1.3 • Number of particle contact Nc = 3 (PF) (CN)/( a3) • PF = packing fraction; CN = coordination number • for nonregular packing Nc = 3 (1-)/(a3); since CN ~ / (usually between 6 – 10) • Container wall effect (on packing): insignificant when container dia./particle dia. > 10 • 使用兩種粒徑粒子時, 較小的粒子可以填在大粒子堆積的孔洞中, 因而增加堆積密度
Che5700 陶瓷粉末處理 Furnas Model • 簡而言之, 若有三種粒子堆積: • PFmax = PFc + (1- PFc) PFm + (1- PFc)(1- PFm) PFf • f i, w = Wi/W total • Wc = PFcc; medium and fine 亦同 • 較細小的粒子必須小到一定程度後, size ratio > 7, 才會有效增加堆積密度 • 工業上也多採取混合兩種以上粒徑的粒子, 達到高密度堆積, 降低對燒結緻密的要求.
圖中直線代表粒子粒徑比值無限大的理論值; • 最密堆積發生於小粒子剛好可以填滿大粒子所生成的孔隙 (volume fraction for fines ~ 26% or porosity from large particles ~26%) • 實際上因為粒子粒徑比例不會太大, 所以混合後堆積密度曲線, 最高點會偏向比較中間
Che5700 陶瓷粉末處理 Packing of Continuous Distribution • 例如log normal distribution 為常見的粒徑分布, 理論計算顯示, random packing情況下, LN 分布的geometric standard deviation 越大, 則其(球形粒子)最緊密堆積所對應的孔洞, 也會隨之增加; • Andreasen cumulative distribution (1): 一般n = 0.33 – 0.5; 經驗顯示1/n 增加堆積密度會增加 • Zheng modified distribution (2): 多一個參數, amin
取自JS Reed, 1995; 通常堆積密度在60-69%之間; 實際的粒子未必為球形, 且未必實心, 都會影響堆積密度
實際的粒徑分布所堆積的結果, 樣品為calcined Bayer alumina; not very easy to rationalize
Che5700 陶瓷粉末處理 Hindered Packing • Including external and internal factors: • Bridging of particles and agglomerates with rough surface of walls (mechanical vibration [– tap density], lubrication, large force causing particle fracture may improve somewhat;) • Coagulation, adhesion between particles also retard particle motion and hence packing into dense structure • High aspect ratio often produce high porosity • Adsorbed binder molecule also hinder particle movement
Che5700 陶瓷粉末處理 Ordered Structure in Suspension • For monodisperse particle systems: particle interaction + gravity force ordered structure (有所謂order-disorder phase transition問題: a thermodynamic and mechanical equilibrium problem) • Defects: point defect (vacancy), line defect (dislocations), planar defects (grain boundary), volume defects (cracks); • Point defect: 可以由熱力學理論推算之; 其他類型缺陷則與製程條件有密切關係 • Measurement of ordered domain size: Scherer equation (peak broadening) = 半高寬 = k/(L cos) = full width at half height; k = constant ~ 0.9
本圖取自TA Ring, 1996; • Measurement of ordered array structure: light diffraction (iridescence) n = 2 d sin 於是由繞射峰可以計算結構尺寸 (d)
Optimizing Particle Packing in Powder Consolidation • source: Am. Cer. Soc. Bull., 106-111, Aug. 1999. • Key question: 如何設計粒子的粒徑分布, 得到最佳堆積? • 基本準則: 選擇小粒子粒徑可以填入大粒子堆出來的孔洞 • 使用下式(Andreasen eq.)表達粒子粒徑分佈: CPFT/100 = [D/DL]q where CPFT = cumulative percent finer than diameter D, DL = maximum size of this batch, q = distribution modulus
Alfred model 修正前式為 CPFT/100 = [(Dq – Dsq)/(DLq – Dsq)], where Ds = smallest size of this batch • 經驗顯示 q = 0.37 會提供最大堆積密度 • 實驗樣品: fused alumina, 研磨時間不同得到不同分佈粒徑粒子, 然後利用軟體得到配方, 使之fit either Andreasen or Alfred model 分佈; 其中利用1.5, 21A, 99A, 99B 得到 Alfred distribution; 利用1.5, 144 得到 Andreasen distribution 粒子 • Andreasen powder 比表面積大些 7.5 m2/g vs 4.76 m2/g for Alfred • 使用三種方式成型: slip casting, uniaxial pressing, isostatic pressing
Results & Conclusion • 一種主要粒子決定堆積架構, 其他視為填料; • 理論計算預測最低孔隙度: Alfred 13.9%; Andreasen 16.5% • 實驗結果顯示: 壓力成型時, 大致符合; 但slip casting 結果相反; 表示粒徑分佈只是影響堆積效果的因素之一 • 實際堆積密度低於理論預測: 因為粒子運動受到限制, and/or 粒子形狀因素 • Alfred 粒子之主要結構控制粒徑似乎大些, its pore size 也大些; 在slip casting時會出現 packing gradient