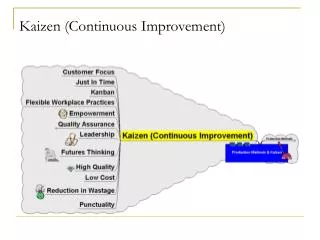
Kaizen: continuing improvement
Kaizen: continuing improvement. Dr. Ron Tibben-Lembke SCM 462. Kaizen. A philosophy of continually improving all areas. Personal life, home life, social life, working life Workplace: continuous improvement involving everyone- managers and workers alike Quality:

Kaizen: continuing improvement
E N D
Presentation Transcript
Kaizen: continuing improvement Dr. Ron Tibben-Lembke SCM 462
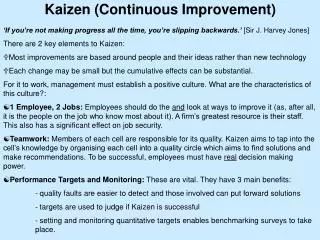
Kaizen • A philosophy of continually improving all areas. • Personal life, home life, social life, working life • Workplace: continuous improvement involving everyone- managers and workers alike • Quality: • There is very little agreement on what constitutes quality. In its broadest sense, quality is anything that can be improved. When speaking of “quality” one tends to think first in terms of product quality. When discussed in the context of KAIZEN strategy nothing could be further off the mark. The foremost concern here is with the quality of people. … Building quality into people means helping them become KAIZEN conscious. • Masaaki Imai – Kaizen, 1986, McGraw-Hill. Pp. xx-xxi, xxiii
Kaizen • How to measure and define quality? • Other side of the coin is KAIZEN • Nobody can dispute the value of improvement • These improvements will lead to improvements in quality and productivity • Quality = anything that can be improved • Products and services, • The way people work, way machines are used
Who started it all? • July 1950, Deming 8-day seminar on statistical quality control • July 1954 J.M. Juran seminar on quality-control management. • First time QC dealt with from the overall management perspective
SDSA PDSA PLAN DO ACT STUDY
Toyoda’s Ambitious Plans • Post-WWII Japanese industry in ruins • “Catch up to Americans in 4 years!” • Toyoda made delivery trucks and motorcycles, and not many of either
, the early years • First two Toyotas imported to U.S. 1957
Elimination of Waste • Knew they wouldn’t beat U.S. with product innovation, concentrated on licensing patents, and producing more efficiently • Costs prevented mass-production, volume strategy of American firms. • Must reduce waste & cost • Shigeo Shingo (at right) • & Taiichi Ohno, pioneers
Waste Waste is ‘anything other than the minimum amount of equipment, materials, parts, space, and workers’ time which are absolutely essential to add value to the product. --Shoichiro Toyoda President, Toyota Motor Co.
7 Types of Waste (Ohno 1988) • Overproduction • Time on Hand • Transportation • Waste of Processing itself • Stock on Hand - Inventory • Movement • Making Defective Products
Couldn’t Emulate GM • GM huge batches in huge factories • Japan’s area is 10% less than California and 70% agricultural. • Put entire population of CA into 30% of state, then add 6 times as many people. (and you thought LA was crowded). • Land extremely expensive • Sprawling factories not an option
Small Batches • GM’s large batches require large amounts of storage space. • GM produces in large batches because of significant setup costs. • If Toyota had the same large setup costs, it could never afford small batches. • Reduce setup cost to reduce batch size. • GM didn’t think of doing this.
Setup Reduction • Can’t afford to do huge runs • Have to produce in small batches • SMED: • Single Minute Exchange of Dies • under ten minutes • Toyota Die Change: 3 hours down to 3 minutes
Setup Reduction Techniques • Internal setups – line has to be down • External setups – can be done while production continues • Make internal setups into External • Eliminate Adjustments • Eliminate the Setup
Ask ‘Why’ 5 Times • 5W = 1H 1. Why did the machine stop? Overload and fuse blew 2. Why the overload? Not lubricated 3. Why not lubricated? Oil pump not pumping? 4. Why not pumping? Pump shaft worn out. 5. Why worn out? No screen, scrap got in
Two Pillars of Toyota System • Just-in-Time: produce the right parts, at the right time, in the right quantity • Autonomation: ‘Automation with a human touch’ (make machine mistake-proof)
Just-in-Time • Downstream processes take parts from upstream as they need. • Like an American Supermarket: • Get what you want • when you want it • in the quantity you want.
Kanban • Japanese for ‘signboard’ • Method for implementing JIT • In order to produce, you need both material to work on, and an available kanban. • Each work station has a fixed # kanbans.
Kanban Flow of work 2 3 • Worker 2 finishes a part, outbound moves over • 2 has a blue tag avaliable, so 2 gets another part to work on: • 2 takes off 1’s green tag giving it back to 1, and • puts on her blue tag and moves it into position.
Kanban Flow of work 2 3 • When 3 finishes a part, • Finished parts move over one spot • He has to have a red tag available to put on, • He gets a part from 2’s outbound pile, • And gives the blue back to 2
Kanban Flow of work 2 3 • When 3 finishes a part, • Finished parts move over one spot • He has to have a red tag available to put on, • He gets a part from 2’s outbound pile, • And gives the blue back to 2 • 3’s production will be taken by 4, offstage right. • Tag goes back into 3’s bin
Kanban 2 3 • Red finishes his part next. • But 4 hasn’t freed up any of the red kanbans, so there is nothing for 3 to work on now. • 3 could maintain his machine, or see if 4 needs help 2 3
How is this Different? • Processes can become idled (blocked) or starved • This makes you painfully aware of problems in your system. • Material moves through the system so quickly no in-process recordkeeping is needed.
Importance of Flow • Ohno was very clear about this: “Kanban is a tool for realizing just-in-time. For this tool to work fairly well, the process must be managed to flow as much as possible. This is really the basic condition. Other important conditions are leveling the product as much as possible, and always working in accordance with standard work methods. -- Ohno, 1988, p. 3
Total Quality Management • Not a lot of parts to sift through to find a good one • Can’t afford high defect rates • Since low WIP, get quick feedback on errors
WIP Level • Less WIP means products go through system faster • reducing the WIP makes you more sensitive to problems, helps you find problems faster • Stream and Rocks analogy: • Inventory (WIP) is like water in a stream • It hides the rocks • Rocks force you to keep a lot of water (WIP) in the stream
Lowering Inventory Reduces Waste WIP hides problems
Lowering Inventory Reduces Waste WIP hides problems
STOP Lowering Inventory Reduces Waste Reducing WIP makes problem very visible
Lowering Inventory Reduces Waste Remove problem, run With less WIP
Lowering Inventory Reduces Waste Reduce WIP again to find new problems
Poke-Yoke Dr. Ron Tibben-Lembke
Other Poka-Yokes • ATMs that beep to take your card out • Can’t get any cash until your card is out • Indentations in surgery trays • Lawn mowers stop running when you let go of bar • 3.5” disks only go in one way
Cross Training • To maintain the flow, workers have to be able to help out as needed • Rotate workers through jobs: • Keep skills sharp (managers too - prove they know what they’re doing) • Reduce boredom & fatigue • Expand understanding of overall picture • Increase potential for new ideas
Suppliers • Buyer & Supplier form JIT partnerships • JIT partnerships eliminate: • Unnecessary activities • In-plant inventory • In-transit inventory • Poor suppliers
Characteristics of JIT Partnershps • Few, nearby suppliers • Supplier just like in-house upstream process • Long-term contract agreements • Steady supply rate • Frequent deliveries in small lots • Buyer helps suppliers meet quality • Suppliers use process control charts • Buyer schedules inbound freight
Supplier Relationships • American model: • keep your nose out of my plant. • Gain info to force price cuts • Lack of trust between suppliers • Firm encourages suppliers to share knowledge, because they don’t worry about competing • Firm helps supplier increase quality, reduce costs
Employee Input • Employee has a brain, why not use it? • Quality circles look for ways to improve • Emphasis on Continuous Process Improvement
Preventative Maintenance • Unexpected loss of production is fatal to system and must be prevented • Additional maintenance can prevent downtime, or minimize length of interruptions, when they do occur