Download
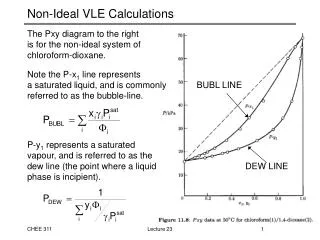
1 / 44
450 likes | 645 Views
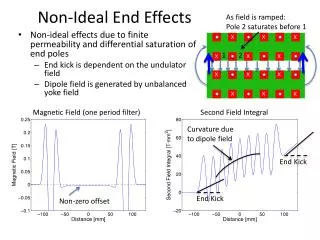
NON-IDEAL RHEOLOGICAL BEHAVIOR. According to Newton. NON-NEWTONIAN FLUIDS. Fluid systems may be non-ideal in two ways: 1. The viscosity may depend on shear rate 2. The viscosity may depend on time Some (many) may have both. http://youtube.com/watch?v=f2XQ97XHjVw.

E N D
NON-NEWTONIANFLUIDS • Fluid systems may be non-ideal in two ways: • 1. The viscosity may depend on shear rate • 2. The viscosity may depend on time • Some (many) may have both http://youtube.com/watch?v=f2XQ97XHjVw
Newtonian fluids, viscosity does not depend on the shear rate. Fluid begins to flow when ever a shear stress is applied FLUIDh (mPa.s) Water 1 Coffee cream 10 Vegetable oil 100 Honey 10,000 Asphalt 100,000
Honey Shear Stress t (Pa) = slope of this line Oil Water . Shear Rate g (s-1)
SHEAR-DEPENDENT FLUIDS • Plastic (Bingham Plastic): some finite shear stress must be applied before the material will flow. This minimum stress required is known as the yield stress. • Examples include margarine, whipped toppings, mayonnaise, or catsup.
True Bingham Shear Stress t (Pa) Apparent viscosity hA=t/g given by slope of this line Yield stress . Shear Rate g (s-1)
Apparent Viscosity hA . Shear Rate g (s-1)
Pseudoplastic (shear thinning): An increasing shear force gives a more than proportional increase in shear rate. • The material “seems” less viscous at higher shear rates. • Examples include some salad dressings, concentrated fruit juices, and French mustard.
Shear Stress t (Pa) hA . Shear Rate g (s-1)
Apparent Viscosity hA . Shear Rate g (s-1)
Dilatant (shear thickening): Increasing shear force gives a less than proportional increase in shear rate; the material “seems” to be more viscous at higher shear rates. • Dilatant food systems are not common. • Examples are some cooked starch suspensions.
Wet sand Wet starch at 40-70% solids
Shear Stress t (Pa) hA . Shear Rate g (s-1)
Apparent Viscosity hA . Shear Rate g (s-1)
Herschel-Bulkley: these fluids exhibit both a yield stress and pseudoplastic behavior
Herschel-Bulkley Shear Stress t (Pa) Bingham Plastic Pseudoplastic Newtonian Dilatant . Shear Rate g (s-1)
MODELS FOR SHEAR DEPENDENT FLUIDS • Power Law model: shear stress varies as the shear rate to some power where K is the consistencyindex, and n is the flow behavior index.
Bingham model: model of Newtonian fluid, but includes a yield stress term, and the plastic viscosity h’
Herschel-Bulkley model: power law but includes a yield stress term to.
Casson model: used to estimate yield stress. Official method for interpreting chocolate flow data. The Casson plastic viscosity is given by hc=Kc2, and the Casson yield stress by tc=Koc2.
Powell-Eyring model: where a and b are constants, o is the limiting viscosity at zero shear rate, and h¥is the limiting viscosity at infinite shear rate. The Powell-Eyring models allow characterizing materials that show Newtonian viscosities at very low or very high shear rates, but deviate at intermediate shear rates.
HERSCHEL-BULKLEY MODEL • One of the most used models • Viscous behavior of Newtonian fluids, Bingham plastics, pseudoplastic, and dilatant materials can all be described as special cases
FLUID K n to EXAMPLES Herschel-Bulkley >0 0<n<¥ >0 Fish paste, raisin paste Newtonian >0 1 0 Water, fruit juice, milk Pseudoplastic >0 0<n<1 0 Applesauce, banana puree Dilatent >0 1<n<¥ 0 40% raw corn starch, some honey Bingham Plastic >0 1 >0 Tomato paste, some yogurts
TIME DEPENDENT VISCOUS BEHAVIOR • For some fluids, the shear stress may change at a given shear rate as time passes. This is another form of non-Newtonian behavior.
Thixotropic: shear stress decreases with time at constant shear rate; alternately, the apparent viscosity decreases with time. The change is reversible; the fluid “rebuilds” itself once shearing is removed. Includes some starch paste gels.
Shear Thinning: apparent viscosity decreases with time; however, the change is irreversible-the material is less viscous once the shearing is removed. Foods more often behave as shear thinning materials than as true thixotropic materials.
Rheopectic: shear stress increases with time at constant shear rate; the apparent viscosity increases with time. The change is reversible. Rare in food systems.
Shear Thickening: shear stress increases with time at constant shear rate; the apparent viscosity increases with time. The change is irreversible-the material stays thick once shear is removed.
At constant shear rate . . . Shear thickening Rheopectic ha Thixotropic Shear thinning Shear on Shear off Time
Time dependency also seen in experiments designed to test shear dependency up Shear Stress t (Pa) down up down . Shear Rate g (s-1)
MOLECULAR INTERPRETATIONS OF VISCOSITY • Viscosity and Energy Dissipation: viscosity represents the resistance to flow introduced by “frictional” forces in the fluid. Some of the energy is dissipated as heat. Increased heat does in fact represent increased motion at the molecular level, but this motion is random, not directed.
NON-IDEAL BEHAVIOR • Shear Dependency. Shear dependency usually arises in high molecular weight polymers (xanthan gum, starches). One explanation is that at low shear rates, interchain entanglements greatly increase the viscosity. As shear rate increases , the individual chains become more oriented along the lines of flow.
Bingham plastic may be due to a high degree of polymer entanglement forming a pseudo-gel. The solvent cannot flow through this structure until a sufficient shear force is exerted to break up the structure. In systems with aggregated particles, pseudoplastic behavior may occur when increased shear causes the particles to separate.
Dilatancy: at low shear conditions, particles are closely packed. The void spaces between particles is minimal and are filled with solvent (water). As shear stress increases, the total volume increases, increasing the volume of void space. However, the solvent doesn’t fill all of the void space, creating a “dryness” which increases the resistance to shearing stress.
Time-Dependence • Similar arguments can be made for fluids that become more or less viscous over time at constant shear rate. For example, for a thixotropic fluid, molecules become more and more disentangled over time, thus leading to a decrease in viscosity. If the shear force is removed, the molecules may reaggregate or become entangled again over time.