
法則 流程時間合計 平均流程時間 平均延誤
法則綜合比較. 法則 流程時間合計 平均流程時間 平均延誤 (天) (天) (天) FCFS 50 10 4.6 SOT 36 7.2 2.4

法則 流程時間合計 平均流程時間 平均延誤
E N D
Presentation Transcript
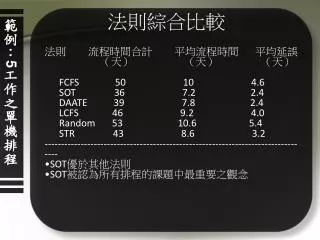
法則綜合比較 法則 流程時間合計 平均流程時間 平均延誤 (天) (天) (天) FCFS 50 10 4.6 SOT 36 7.2 2.4 DAATE 39 7.8 2.4 LCFS 46 9.2 4.0 Random 53 10.6 5.4 STR 43 8.6 3.2 --------------------------------------------------------------------------------- • SOT優於其他法則 • SOT被認為所有排程的課題中最重要之觀念 範例:5工作之單機排程
1.2項或超過2項 工作,必須以相同的順序經過2部機器 2.採用Johnson法則 3.目的:讓第一項工作的開始,至最後一項工作的結束為止,其間的流程時間最小化 N項作業之雙機排程
1.列每項工作在2台機器上之作業時間 2.選擇最短之作業時間 3.如果最短之作時間是在第1台機器上作業,則優先處理該工作;如果最短之作業時間是在第2台機器上作業,則最後處理該工作 4.對所有剩餘之工作重複步驟2和3,直到排程完全結束 Johnson法則之步驟
工作 在機器1上之作業時間 在機器2上之作業時間 A 3 2 B 6 8 C 5 6 D 7 4 ------------------------------------------------------------------------------------- • 1.表列作業時間 • 2.選擇最短的作業時間並將其分派。工作A在機器2上作業時間最 短,故應優先被分派與最後被執行 • 重複上述動作。工作D在機器2上之作業時間是次短,所以被排在倒數第二執行。工作C在機器1上有最短的作業時間,故被安排在第一個執行。僅剩工作B,而其在機器1上的作業時間最短,故被安排在第二個執行。 • 執行順序:C—B—D—A Example
機器1 機器2 0 5 11 19 23 25 ------------------------------------------------------------------------------------ • 流程時間為25天,是最小的流程時間,總閒置時間與平均時間也是最小 • 這些步驟確保排程時,排在開始與結束的作業,皆是最短的作業時間,結果2台機器的同步作業時間都是最大化,而且需要完成供作之作業時間最小化 Example
1.使用指派法(Assignment method) :線性規劃運輸模式的一個特例 2.適用範圍:n件「事項」被分配到n個「目的地」,每個事項只有唯一個目的地,而且只能使用一項準則(成本最小、利潤最大……等) 3.以下用一範例說明指派法之步驟 作業數目與機器數目一致
步驟一 機 器 工作 A B C D E 甲 2 3 1 5 0 乙 2 0 5 4 1 丙 2 1 0 3 2 丁5 0 2 3 1 戊 0 3 1 2 2 ------------------------------------------------------------------------ • 列之減法—每列各數減去該列最小之數
步驟二 機 器 工作 A B C D E 甲 2 3 1 3 0 乙 2 0 5 2 1 丙 2 1 0 1 2 丁 5 0 2 1 1 戊 0 3 1 0 2 ------------------------------------------------------------------------ • 欄之減法—每欄各數減去該欄最小之數
步驟三 機 器 工作 A B C D E 甲 2 3 1 3 0 乙 2 0 5 2 1 丙 2 1 0 1 2 丁 5 0 2 1 1 戊 0 3 1 0 2 ------------------------------------------------------------------------ • 利用直線測驗—劃過所有0之直線數是四條。因需五條直線,故繼續步驟四
步驟四 機 器 工作 A B C D E 甲 2 3 1 3 0 乙 2 0 5 2 1 丙 2 1 0 1 2 丁 5 0 2 1 1 戊 0 3 1 0 2 ------------------------------------------------------------------------ • 沒有被直線劃過之各數減去他們之中最小之數字,並在直線交叉上的每個數加上被減去之數
步驟四 機 器 工作 A B C D E 最佳機器之分派與其成本 甲 1 3 0 2 0 工作甲至機器E $3 乙 1 0 4 1 1 工作乙至機器B 4 丙2 2 0 1 3 工作丙至機器C 2 丁 4 0 1 0 1 工作丁至機器D 5 戊 0 4 1 0 3 工作戊至機器A 3 ------------------------------------------------------------------- 總成本 17
1.若有n項工作在m台機器上處理,而且全部的工作都必須經過所有的機器,則會有(n!)m種可選擇之排程結果1.若有n項工作在m台機器上處理,而且全部的工作都必須經過所有的機器,則會有(n!)m種可選擇之排程結果 • 2.電腦模擬是唯一可行的方法 • 3.所使用的優先法則應具備下列幾項原則: • 它應該是動態的。也就是說,在工作的過程,不斷的計算來反應工作條件之改變 • 大體而言,它應該是以閒置時間(一項工作之剩餘工作時間與所允許之剩餘作業時間之差額)為基礎 • 較新方法是在個人電腦上,結合模擬與排程人員去創造排程 M機對n項工作之排程
生產現場之控制 生產作業控制(production activity controls) • 定義 • 是指在生產計劃執行過程中,對有關產品 • 生產的數量和期限的控制。 • 生產現場控制的基本內容 • 投入進度控制、工序進度控制和出產進度 • 控制。其基本過程主要包括:分配作業、 • 測定差距、處理差距、提出報告等。
生產現場之控制 現場控制的主要功能 1.指派每一張工單的優先順序 2.維護在製品數量的資訊 3.傳送工單的現況資訊製辦公室 4.提供實際產出的資料以進行產能控制 5.依位置及工單來提供在製品存貨及會計所 需的數量 6.衡量人力與機器的效率、利用率及生產力
生產現場之控制 甘特圖 • 功能 • 釋例
生產現場之控制 現場控制工具1/3 -派工單
生產現場之控制 現場控制工具2/3 – 各種狀態與異常報告
生產現場之控制 現場控制工具3/3 – 投入/產出控制報告
生產現場之控制 • 投入/產出控制 • 主要原則: • 計畫投入工作 • 中心的作業不 • 應該超出計畫 • 的作業產出。
生產現場之控制 ●Review 投入/產出控制報告
生產現場之控制 Solution a)於發生瓶頸 的工作站增 加產能 b)減少原物料 的投入
生產現場之控制 • 資料完整性 • 現場控制主要問題 - 資料的不正確與缺乏時效性 promlems • 超量的存貨 • 發生缺貨 • 延誤交期 • 成本分析錯誤 system wrong production decisions
生產現場之控制 資料完整性 - Solution • 健全的資料收集系統 • 電腦化,條碼及光學掃描器 • 與系統有互動的人員都要遵守原則 • 工作站紀律、資料完整、資料責任
生產現場之控制 • 工作中心排程之原則 (1/2) • 工作流是直接等同於現金流。 • 任何工作中心的效率,應以通過工作中心的 • 流量的速度來衡量。 • 工作的排程就像是一連串連續的步驟。 • 工作一旦開始作業後便不能夠被中斷。 • 提升流程速度最有效的方法是將管理的重點 • 在瓶頸工作中心和工單上。
生產現場之控制 • 工作中心排程之原則 (2/2) • 每天重新排程。 • 取得每天工作中心未完成工作的回饋資訊。 • 工作中心的投入資訊必須是工人確實能完 • 成的作業。 • 當尋求產出的改善時,應檢視工程設計和執行程序間是否存在不一致的情況。 • 雖然在工廠中要完全確立工作標準和途程是 • 不大可能的,但必須朝這個方向努力。
服務業作業的問題 服務業之人員排程 ? • 服務業的作業規劃需要考慮: • 計劃顧客需求 • 設備產能 • 人工產能 • 製造業與服務業之間的差異: • 服務在支付時就發生。 • 服務業的需求很難預測。 • 產能的可得性很難預測。 • 人力的彈性可能是服務業的優勢。
服務業的排程 服務業之人員排程 預約系統 服務業的排程 訂位系統 多重資源的排程 人員排程
服務業的排程 服務業之人員排程 連續假期之排程 以日計之工作時間排程 以小時計之工作時間排程 人員排程
服務業之人員排程 連續假期之排程 勞基法 第四章 第30條 勞工每日正常工作時間不得超過八小時 每週工作總時數不得超過四十八小時 每二週工作總時數不得超過八十四小時
連續假期之排程 服務業之人員排程
服務業的排程 服務業之人員排程 連續假期之排程 人員排程 以日計之工作時間排程 以小時計之工作時間排程
服務業之人員排程 • 完成每日工作負荷所需之最少人力需求數 • 使實際產出與規劃產出間差異最小化 • 以票據交換所和銀行的後端作業工作為例 以日計之工作時間排程
以日計之工作時間排程 服務業之人員排程 需要之小時數 每小時之生產率 接收 預處理 縮影 鑑定 全計 每日件數 P/H Hstd P/H Hstd P/H Hstd P/H Hstd Hstd 產品 支票 結帳表 鈔票 投資 收藏品 2000 1000 200 400 500 640 150 150 60 16.7 12.4 20.0 16.7 11.8 1000 -- 30 100 300 2.0 -- 6.7 4.0 1.7 600 600 15 50 3.3 1.7 13.3 8.0 240 250 200 300 8.3 4.0 -- 2.0 1.7 3.1 6.7 2.7 8.4 需要之總時數 乘以1.25倍(缺席&休假) 除以8小時等於需要之人力 14.4 18.0 26.3 32.9 16.0 20.0 20.9 26.1 77.6 2.3 4.1 2.5 3.3 12.2
以日計之工作時間排程 服務業之人員排程 人力規劃 ( Staffing Plan) 功能 人力需求 可用人力 差異(+) 經理之行動 接數 預處理 縮影 鑑定 2.3 4.1 2.5 3.3 2.0 4.0 3.0 3.0 -0.3 -0.1 +0.5 -0.3 使用加班 使用加班 使用過多之人力去支援鑑定 從縮影得到0.3