
§3 -5 其它塑性加工方法
§3 -5 其它塑性加工方法. 一、精密模锻 在普通模锻设备上,装置高精度锻模,采用合理成形工艺,直接锻出所需要的产品零件。. 汽车差速锥齿轮精密模锻件 尺寸精度可达 IT12~ IT15 表面粗糙度值 Ra 可达 3.2~1.6 μ m. 工艺特点:. 选择合理成形工艺,精确计算原始坯料尺寸,严格按坯料质量下料,否则会增大锻件尺寸的偏差,降低精度; 采用无氧化或少氧化加热法,减少氧化皮,提高锻件尺寸精度和表面质量; 制造高精度的锻模,一般精锻模膛的精度要比锻件精度高两级。 模锻时要有较好的润滑和冷却锻模的条件;

§3 -5 其它塑性加工方法
E N D
Presentation Transcript
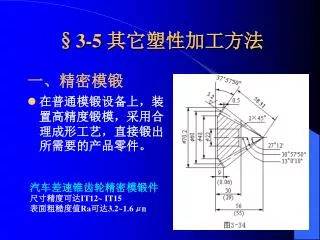
§3-5其它塑性加工方法 一、精密模锻 • 在普通模锻设备上,装置高精度锻模,采用合理成形工艺,直接锻出所需要的产品零件。 汽车差速锥齿轮精密模锻件 尺寸精度可达IT12~ IT15 表面粗糙度值Ra可达3.2~1.6μm
工艺特点: • 选择合理成形工艺,精确计算原始坯料尺寸,严格按坯料质量下料,否则会增大锻件尺寸的偏差,降低精度; • 采用无氧化或少氧化加热法,减少氧化皮,提高锻件尺寸精度和表面质量; • 制造高精度的锻模,一般精锻模膛的精度要比锻件精度高两级。 • 模锻时要有较好的润滑和冷却锻模的条件; • 精密模锻一般都在刚度大、精度较高的模锻设备上进行,且应有顶件装置,如摩擦压力机、热模锻压力机和高速锤等。
二、挤压成形 Press Forming • 使金属坯料在压力作用下自挤压模的模孔中挤出而获得零件或毛坯的加工方法。 • 正挤压:挤压时,金属流动方向与凸模运动方向相同 • 反挤压:挤压时,金属流动方向与凸模运动方向相反 • 复合挤压:挤压时,坯料一部分金属流动方向与凸模运动方向相同,另一部分则相反 • 径向挤压:挤压时,金属流动方向与凸模运动方向成90°
冷挤压:金属坯料在室温下的挤压成形。 • 冷挤压零件表面光洁,精度较高。一般尺寸精度可达IT6~IT7,表面粗糙度值Ra为1.6~0.2μm,成为一种有效的少、无切削加工工艺。 • 热挤压:坯料在一般热锻温度范围内进行。 • 变形抗力小,塑性好,允许每次变形程度较大,但产品表面粗糙度高,尺寸准确度较低。 • 广泛用于冶金部门生产铝、铜、镁及其合金的型材和管材。目前也用于机器零件和毛坯的生产。 • 温挤压 介于冷挤压和热挤压之间的挤压方法。 • 比冷挤压的变形抗力小,较容易变形 • 与热挤压相比,坯料氧化脱碳少,可提高挤压件的尺寸精度和表面质量,表面粗糙度Ra值可达6.5~3.2μm。
工艺特点: • 挤压时金属坯料处于三向压应力状态下变形,因此可提高金属坯料的塑性,有利于扩大金属材料的塑性加工范围。 • 可挤压出各种形状复杂、深孔、薄壁和异型截面的零件,且零件尺寸精度高,表面质量好,尤其是冷挤压成形。 • 零件内部的纤维组织基本沿零件外形分布且连续,有利于提高零件的力学性能。 • 生产率较高,一般可比其它锻造方法提高几倍。 • 最好在专用的挤压机(液压式、曲轴式、肘杆式)上进行,也可在适当改进后的通用曲柄压力机和摩擦压力机上进行。
三、轧制成形 Roll Forming • 生产型材、板材和管材的主要加工方法。 • 已越来越广泛地用于机器零件或毛坯的制造。 • 与一般锻压加工方法相比较,具有生产率高、产品质量好、成本低,并可大大减少金属消耗等优点。
1.辊锻成形 • 扁截面的长杆件,如各类扳手和链环等。 • 带有头部、沿长度方向横截面积递减的锻件。如涡轮机叶片,与铣削成形工艺相比,生产率提高2.5倍,材料利用率可提高4倍。 • 连杆。效率高,简化了工艺过程,但锻件还要用其它锻压设备进行精整。 • 使坯料通过装有扇形模块的一对相对旋转的轧辊时,受压而变形的工艺方法 • 一般在辊锻机上进行,既可作为模锻前的制坯工序,也可直接辊锻锻件。
2.螺旋斜轧成形 • 轧辊轴线与坯料轴线相交一定角度的轧制方法。 • 轧制形状呈周期性变化的毛坯或各种零件。
3.横轧成形 • 使坯料在两轧辊摩擦力带动下作相反方向旋转的轧制方法。 • 可轧制直齿轮,也可轧制斜齿轮。由于被轧制的锻件内部流线与齿形轮廓一致,故可提高齿轮的力学性能和工作寿命。
4.楔横轧成形 • 利用两个外表面镶有楔形凸块,并作同向旋转的平行轧辊对坯料进行轧制的工艺方法 。 • 主要用于加工阶梯轴、锥形轴等各种对称的零件或毛坯 。