Innovations in Asset Integrity Monitoring with Fiber Bragg Gratings in Energy Sectors
This presentation, led by technical specialist Alan Turner, delves into the advanced applications of Fiber Bragg Gratings (FBGs) for asset integrity monitoring across the nuclear and wind energy sectors. It covers the principles behind FBGs, their advantages such as immunity to electromagnetic interference and corrosion resistance, and real-world examples including monitoring systems at the Discovery Luanda and Robert E. Ginna Nuclear Plant. Discussions highlight the integration of these technologies in structural health monitoring to enhance operational safety and performance.


Innovations in Asset Integrity Monitoring with Fiber Bragg Gratings in Energy Sectors
E N D
Presentation Transcript
Safety Driven Performance 2013 Alan Turner Systems & Controls Technical Specialist October 2013
Agenda • Introduction • Fiber Bragg Gratings Explained • Examples of Asset Integrity Monitoring in the Nuclear and Wind Energy Sectors • Discussion of a Riser Tensioner Monitoring System Installed on the Discovery Luanda • Discussion of an Instrumented BOP at the West Tech
Introduction • Fiber Optic Sensors have been widely utilized in Structural Health Monitoring (SHM) for more than 10 years now. • Main applications include: • Civil Structures • Trains • Marine – LNG Ships, Composite Hulls • Energy – Wind, Nuclear, Hydroelectric, Oil and Gas. • Aerospace • Geotechnical
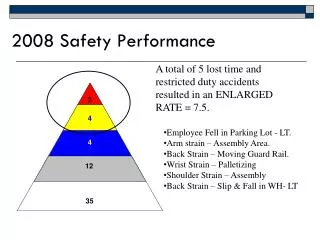
Fiber Bragg Gratings Explained A Fiber Bragg Grating is a periodic change of the refractive index in the core region of an optical fiber.
Fiber Bragg Gratings Explained Each grating sensor is at a different fiber location and allocated a separate central wavelength and spectral operating window band.
Advantages of Fiber Bragg Gratings • Immunity to electromagnetic interference (EMI) and electrical discharge (lightning). • Passive operation, intrinsically safe. • Water and corrosion resistant. • Excellent resolution and range. • Rugged, small size and light weight. • Small size allows for insitu measurements. • Multiple sensors per channel. • Absolute measurement. • Low signal loss, sensors may be interrogated for many kilometers. • Signal conditioning equipment has a much smaller foot print.
Micron Optic Sensor Types os4100 Temperature Compensation Gage os3110 Metallic Weldable Strain Gage os4200 Single Ended Calibrated Temperature Gage os3200 Non-Metallic Flexible Strain Gage os4310 Double Ended Calibrated Temperature Gage os3155 Metallic Weldable Strain Gage os4350 Double Ended Calibrated Temperature Gage os1100 Single FBG in polyimide coated fiber os7100 Accelerometer
Micron Optic Interrogators and Controller • 4 channels with a spectral width of 1510 to 1590 nm. Available from 1410 to 1590 nm • 1 hz to 2 khz scanning frequency • Wavelength repeatability 1 pm@1khz, 0.05 pm with 1,000 averages • Power consumption 25 watts, 50 watts max • Operating temperature 0 to 50 degrees C • Available from 1 to 16 channels • 1.4 GHz Pentium, 512 MB DDR, a 32 GB Solid State HD and Windows XP operating system • Peripheral interfaces include USB, Ethernet, RS232/422/485 and a user configurable digital I/O • Provides power management through wake-on-LAN and wake-on-clock functions. Small foot print, mounts directly on the interrogator
Examples of Asset Integrity Monitoring Pipeline Monitoring Williams North West Pipeline
Examples of Asset Integrity Monitoring Gold Star Bridge
Examples of Asset Integrity Monitoring 3.5 MW Clipper Liberty Wind Turbine
Installation of Robert E Ginna Nuclear Plant NEMA 4 Enclosure with splice tray. Instrumented Tendon Os3600 surface mount concrete strain gage and instrumented rebar, located on containment structure just below roof line Roof penetration to instrumentation rack located in room below the roof.
Installation of Robert E Ginna Nuclear Plant Rebar and Concrete Strain Monitoring • A fiber optic strain gage was applied to a currently exposed hoop direction rebar. • A fiber optic concrete strain gage was installed 6” (15 cm) below the rebar excavation in the hoop direction. • These gages are monitored in the same DAS as the tendon monitoring system
Installation at Robert E Ginna Nuclear Plant Shim and tendon with sensors installed for a total of 20 instrumented tendons.
Installation of Robert E Ginna Nuclear Plant Concrete Strain Rebar Strain Rebar and Concrete Monitoring Pre/During/Post Integrated Leak Rate Test Containment Press
Discussion of A Riser Tensioner Monitoring System Installed on the Discovery Luanda
Overview • Meet API 16Q requirements for a more accurate determination of the reduction factor. • Need to measure full system load, current system measurements based on hydraulic pressure. • Long term • Reliable • Intrinsically safe operation. • Quick implementation and ease of installation. • Provides for remote monitoring and maintenance capability.
Functional Description of The Riser Tensioners Top View of Tensioner Layout Under Drill Floor 3 1 2 6 6 5 4
Protection wrapping of sensor locations for transportation to the DSL. Surface preparations and sensor installation.
Sensor locations after tensioner installation on the DSL. • Each tensioner has 3 os3155s 120 degrees apart in the axial direction. • Each tensioner has 1 os3200 in the hoop direction to measure pressure.
Acquisition rate is 10 Hz • X Axis represents approximately 2.41 minutes of data • Y Axis = Strain • Waveforms confirm a swell period of ~ 12.5 seconds correlating to ships weather
Conclusion/Discussion • Sensors were installed in the Bosch Rexroth facility in Uden Netherlands in September 2012. • System was commissioned in May 2013. • Sensors were damaged during transport and installation. • Sensor protection not robust enough. • Despite damage, enough survived to acquire loads on each tensioner. • Redundancy in built-in system installation allows for sensor recovery. • Real time calculations and display are within 5% of modeled loads.
Overview • LRDIS has instrumented a BOP on site. • We are able to detect the pressure inside the BOP bonnet from a hoop oriented strain sensor. • Also detect dimensional changes in the bonnet due from an axial mounted strain sensor. • Allows us to infer correctly, pressure and operation – • The position of the RAMS, • Fluid flow • Solenoid operation • Regulator operation • Choke and Kill Lines • Fail-safe Valves • Pre-charge on Subsea Accumulators • Etc.
Gage Locations Hoop Gage Pressure Axial Gage Pressure
Software Has Been Developed to Replay Data for BOP Operational Demonstration
Hoop gage responds During cylinder pressurization. Axial gage responds after rams engage. • Acquisition rate is 100 Hz • X Axis = Time • Y Axis = Strain
Expanded plot reveals a signature related to a clicking sound, from the bonnet, heard before rams engaged. More testing and analysis to determine source of signal response. This response appears to respond to the MPLs. • Acquisition rate is 1000 Hz • Waveforms could confirm bad bearing, MLPs, etc.? • Possible to count the threads in the piston rod?
Ideal System • Independent of the OEM equipment • Never needs calibration • Doesn’t require local power • Today subsea engineers rely on: • Gallon count • Pressure feedback • Solenoid diagnostics • Tells us strain, temperature, and pressure
Conclusion/Discussion • Sensors were installed in the West Tech facility on a Hydril Pipe Ram. • Testing revealed pressure and mechanical elongation of the bonnet. • Operational information of the BOP was realized. • Software has been developed to replay data acquired during operation to demonstrate operation of the BOP. • More testing needed to baseline the BOP. • This includes installing more sensors on valves, solenoids, accumulators and hydraulic lines.
Conclusion/Discussion • Future integration of the monitoring systems, with asset management systems currently deployed or in development. These are: • LRED BOP RiskWatcher and RiskSpectrum software for real time BOP risk assessment. • LRED RIGSIGHT software for asset integrity monitoring and Integrated Operations Management (IOM).
Acknowledgments • Williams (End customer) • Durham Geo Slope Indicator (DGSI) • Tel: 800-837-0864, email: dge-solutions@durhamgeo.com, web: www.durhamgeo.com • Micron Optics, Inc • Tel: 404-325-0005, email: info@micronoptics.com, web: www.micronoptics.com • University Of Minnesota • Jeff Marr Tel (612) 624-4427, email: marrx003@umn.edu • Sandia National Laboratories • Jonathan White Tel (505) 284-5400, email: jonwhit@sandia.gov • Transocean • Aaron Barr Tel (713-232-7959), email: aaron.barr@deepwater.com • WEST Drilling Equipment Center • (T) 281 375 5515