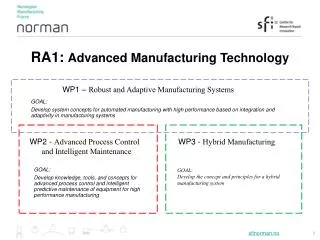
WP1 – Robust and Adaptive Manufacturing Systems
170 likes | 532 Views
GOAL: Develop system concepts for automated manufacturing with high performance based on integration and adaptivity in manufacturing systems. RA1: Advanced Manufacturing Technology. WP1 – Robust and Adaptive Manufacturing Systems. WP3 - Hybrid Manufacturing.

WP1 – Robust and Adaptive Manufacturing Systems
E N D
Presentation Transcript
GOAL: • Develop system concepts for automated manufacturing with high performance based on integration and adaptivity in manufacturing systems RA1: Advanced Manufacturing Technology • WP1 – Robust and Adaptive Manufacturing Systems • WP3 - Hybrid Manufacturing • WP2 - Advanced Process Control and Intelligent Maintenance • GOAL: • Develop knowledge, tools, and concepts for advanced process control and intelligent predictive maintenance of equipment for high performance manufacturing • GOAL: • Develop the concept and principles for a hybrid manufacturing system
Collaboration between WPs • WP1 - Robust and Adaptive Manufacturing Systems WP4 Planning and Control Research area 1: Advanced Manufacturing Technology WP5 • WP3 - Hybrid Manufacturing • WP2 - Advanced Process Control • and Intelligent Maintenance Work Organization T2 T3 WP6 T5 T4
PhD involvement Task in all WP's: International collaboration and network building
Results from RA1WP1 Robust and Adaptive Manufacturing Systems Control logic verification Before Now Programming logic in QUEST* syntax 'Verified' control logic Programming logic in target language** syntax Truly verified control logic in real equipment environment *QUEST simulation software **Python
Results from RA1WP1 Robust and Adaptive Manufacturing Systems Control logic verification Now Programming logic in target language** syntax Truly verified control logic in emulated equipment environment Switching to real equipment environment
Results from RA 1WP2 Advanced Process Control and Predictive Maintenance • Flexible, automated sewingfurther developed: • A software has been developed for integration of control of robot, PyMoCo and ROS • Real time control has been tested and promising results have been achieved for 8 milliseconds control. • A new speed sensor (mechanics and electronics) has been developed. The sensor will be used for measurements required for further development of the control system for the sewing cell. • Sew together parts of different shapes and materials, without prior knowledge of the part geometries • A predictive maintenance model has been established in order to obtain optimal maintenance scheduling based on the condition of the equipment. • RFID techniques in condition monitoring has been researched, and a demo of RFID application in production system has been established. • A dual arm robot installation is being built
Results from RA 1WP3 Hybrid Manufacturing • A new method for preparing the substrates for additive manufacturing in a CNC milling machine has been developed. • The cohesion of the AM section to the base part has been tested with excellent results (Marlok C1650+ CL 50WS AM tool steel). • Porous sections built into the tool insert derived as a valuable complement to other practical solutions • A prototype integrated control system for the hybrid cell (OMOS) has been further developed, in collaboration with exchange student from Slovenia. • A prototype of the hybrid cell control system has been developed.
Otherresults • New projects: • Autoflex- Flexible automated manufacturing of large and complex products: Partners: Rolls-Royce Marine AS, BentelerAluminium Systems Norway AS, Intek Engineering AS, SINTEF Raufoss Manufacturing AS and NTNU. • SmartTools: Partners: Sandvik TeenessAS, SINTEF ICT, SINTEF Raufoss Manufacturing and NTNU IPK • Contribution to education: • The Framework of IFDPS becomes a part of a course (TPK 4155 Applied Computational Intelligence in Intelligent Manufacturing) • The RFID application demo for Production System becomes a practice study for a course called PK8106 Knowledge Discovery and Data Mining
International collaborationwithin RA1 in 2012: • Chairman from Industry for Joining Sub-Platform: SFI Norman and SINTEF Raufoss Manufacturing AS have worked actively in Manufuture by participating in the HLG. As a result KristianMartinsen now holds the chair, as an industry representative, for the new sub-platform for Joining. • Exchange agreement with four students from Ensiame Engineering School, Valenciennes, France. Have been working on design of a flexible jig for assembly of components for Sandvik Teenessand a dual arm robot installation. • Collaboration through the development of the new ISO standard on additive manufacturing technology does now include the chair for ISO/TC261 WG1 Terminology for additive manufacturing. • DTI (Denmark), VTT (Finland), Acreo (Sweden), Fraunhofer (Germany): collaboration on coatings, integrated sensors and new business models for injection molding industry. • Two new EU-projects have been granted, SASAM and Diginova, where SINTEF Raufoss Manufacturing is a partner. Diginova, short for Innovation for Digital Fabrication, is a coordination and support action project under NMP 7th FP, Networking of materials laboratories and innovation. SASAM, which is short for Support Action for Standardisation in Additive Manufacturing, is a similar type of project. • Collaboration on a EU-proposal "VITAMIN", where Sandvik Teeness was partner together with SRM and SINTEF ICT from Norway. Not granted.
Plannedinternationalcollaborationwithin RA1 for 2013: • PolytechnicInstituteofBraganca, Portugal: • Prof. Paulo Leitaõ: workshop aroundholonicmanufacturing, commonpublication or similar. • The University of Manchester, UK: Dr. Yi Wang: • establishing projects on Intelligent systems and Predictive Maintenance. • Common publication: a book on data mining for zero-defect manufacturing • VTT Technical Research Centre of Finland, +rest of consortium • EU proposal for call FoF.NMP.2013-7 "New hybrid production systems in advanced factory environments based on new human-robot interactive cooperation": • University of Ljubljana: • Prof. SlavkoDolinsek and student David Homar, continue collaboration on development on OMOS (Optimized Manufacturing Operation Sequence) • UniversityofBerlin (???? ): • Prof. Günther Seliger: workshop aroundflexibleautomation and possiblyresearcherexchange?
Some results from RA1 Substrate preparation • Flat milling produces a glossy surface; • Low-friction for powder spreading • Reflective to laser beam • Standard procedure: Sand blasting, -unsuitable for the hybrid cell • Hybrid cell procedure: Extra sharp cutting tool inserts "scratch" the substrate • Provides an exact z = 0 -point for starting the AM building • Edge radius: 0 – 0.1 mm; • Cutting depth: 0.1 mm; • Feed rate: 0.05 mm/O
Some results from RA1 WP3: Industrial case studies: insert for a bracket to an office chair • Results: • Cooling time for conventional insert and “old” design 70 sec. • Estimated cooling time with new design approximately +25 sec. = 95 sec. • Cooling time with new design and conformal cooling insert: 48 sec. • Cost of machining AM produced insert similar to conventional production, however the cost of AM makes this an expensive insert • Industrial need: reduced cost of production by AM closer to final shape
Demonstrator development Working principle:
Demonstrator development • Example: • System Frame of IFDPS – Intelligent Fault Diagnosis and Prognosis System