

E N D
Presentation Transcript
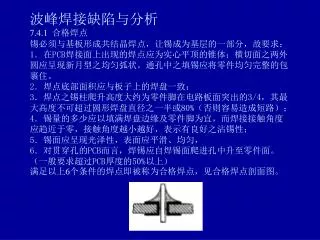
波峰焊接缺陷与分析7.4.1 合格焊点锡必须与基板形成共结晶焊点,让锡成为基层的一部分,故要求:1.在PCB焊接面上出现的焊点应为实心平顶的锥体;横切面之两外圆应呈现新月型之均匀弧状。通孔中之填锡应将零件均匀完整的包裹住。2.焊点底部面积应与板子上的焊盘一致;3.焊点之锡柱爬升高度大约为零件脚在电路板面突出的3/4,其最大高度不可超过圆形焊盘直径之一半或80%(否则容易造成短路);4.锡量的多少应以填满焊盘边缘及零件脚为宜,而焊接接触角度应趋近于零,接触角度越小越好,表示有良好之沾锡性;5.锡面应呈现光泽性,表面应平滑、均匀,6.对贯穿孔的PCB而言,焊锡应自焊锡面爬进孔中升至零件面。(一般要求超过PCB厚度的50%以上)满足以上6个条件的焊点即被称为合格焊点,见合格焊点剖面图。
7.4.2 不良焊接发生原因:分析不良焊点的产生是一个复杂的问题,首先须判断是设计不良、焊接性问题、焊锡材料无效或是处理过程及设备的问题。此外,很多被认为不良的焊点,事实上是没有问题的,不过太多广被认同的检验标准,错误的强调焊点的美观而忽略了它的功能。针对一些问题我们做如下讨论:问题解决概论当问题发生时,首先必须检查的是制造过程的基本条件,我们将它归类为以下三大因素:1.材料问题2.焊锡性的不良3.生产设备的偏差
7.4.3 常见缺陷分析1.润焊不良、虚焊(1)现象:锡料未全面而且不均匀包覆在被焊物表面,让焊接物表面金属裸露,如图所示。润湿不良在焊接作业中是不能被接受的,它严重地降低了焊点的“耐久性”和“延伸性”,同时也降低了焊点的“导电性”及“导热性”。
(2)产生原因:a.元件焊端、引脚、印制板基板的焊盘氧化或污染,或PCB受潮。b.Chip元件端头金属电极附着力差或采用单层电极,在焊接温度下产生脱帽现象。c.PCB设计不合理,波峰焊时阴影效应造成漏焊。d.PCB翘曲,使PCB翘起位置与波峰焊接触不良。e.传送带两侧不平行(尤其使用PCB传输架时),使PCB与波峰接触不平行。f.波峰不平滑,波峰两侧高度不平行,尤其电磁泵波峰焊机的锡波喷口,如果被氧化物堵塞时,会使波峰出现锯齿形,容易造成漏焊、虚焊。g.助焊剂活性差,造成润湿不良。HPCB预热温度过高,使助焊剂碳化,失去活性,造成润湿不良。h.设置恰当的预热温度。(2)产生原因:a.元件焊端、引脚、印制板基板的焊盘氧化或污染,或PCB受潮。b.Chip元件端头金属电极附着力差或采用单层电极,在焊接温度下产生脱帽现象。c.PCB设计不合理,波峰焊时阴影效应造成漏焊。d.PCB翘曲,使PCB翘起位置与波峰焊接触不良。e.传送带两侧不平行(尤其使用PCB传输架时),使PCB与波峰接触不平行。f.波峰不平滑,波峰两侧高度不平行,尤其电磁泵波峰焊机的锡波喷口,如果被氧化物堵塞时,会使波峰出现锯齿形,容易造成漏焊、虚焊。g.助焊剂活性差,造成润湿不良。HPCB预热温度过高,使助焊剂碳化,失去活性,造成润湿不良。h.设置恰当的预热温度。