Download
1 / 28
301 likes | 434 Views
SIS 300 Dipole Low Loss Wire and Cable. J. Kaugerts, GSI TAC, Subcommittee on Superconducting Magnets Nov15-16, 2005. Collider vs Fast-Ramped Synchrotron Operation.

E N D
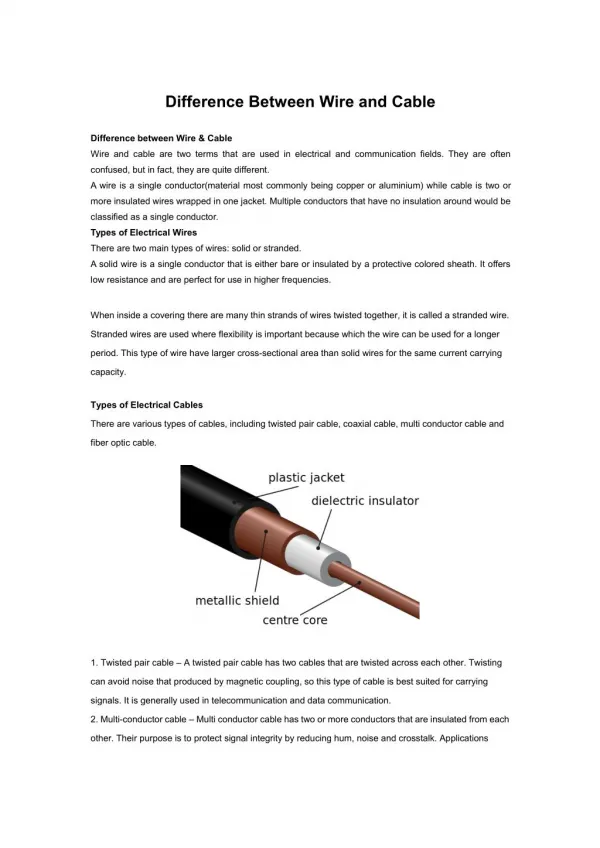
SIS 300 Dipole Low Loss Wire and Cable J. Kaugerts, GSI TAC, Subcommittee on Superconducting Magnets Nov15-16, 2005
Collider vs Fast-Ramped Synchrotron Operation • For beam colliders, such as RHIC, magnet AC losses were not an important consideration, given low magnet ramp rate (0.042 T/s) and infrequent ramps. • For fixed target fast-ramping synchrotrons, such as GSI‘s SIS 200 at 4 T ( and now SIS 300 at 6T) the ramp rate is high (1T/s) and ramps are frequent, so AC loss reduction is an important consideration
Conductor Losses • Wire losses • Filament hysteresis • Pf = (4df/3 )∫ dBJc(T, B ) • Coupling (eddy) current loss/volume Pw • Pw = 2/0 (dB /dt)2 • = (0/2 ρet )(p/2)2 • ~ coupling current time constant • ρet~ transverse resistivity • p~ filament twist pitch ·• Cable losses (scale with Rc & Ra ) 1) Crossover strand resistance Rc 2) Adjacent strand resistance Ra
Dipole GSI 001 • A 1m long dipole was built and tested at BNL for the earlier ( 4T, 1 T/s) SIS 200 synchrotron design, which was updated to the 6 T, 1 T/s present SIS 300.
GSI 001 Dipole Losses/cycle/m assuming RHIC wire & cable (1 T/s ramp) Rc =8μΩ no core Ra =64μΩ 13 mm fil. twist pitch
GSI 001 Dipole Calculated Conductor Loss (as built) SS core in cable Rc =62.5 mΩ Ra =64 μΩ Fil twist pitch=4 mm
SIS 300 Dipole Loss Reduction • Previous slide shows that Ra , coupling currents and filament hysteresis constitute major loss sources for cored cable conductor. • Loss reduction: • 1) increase Ra • 2) Increase matrix resistivity, to reduce coupling currents • 3) decrease filament diameter, to reduce hysteresis loss
Ra Loss Reduction • Ra can be increased by heating cable in air • Ra increase may reduce current sharing capability of wire and decrease conductor stability. No quantitative data are available, to my knowledge.
Higher resistance wire matrix • Cold working the copper in the wire during it‘s production can provide a higher resistivity wire matrix, but cable heat treatment, due to coil curing , or heat treatment to increase Ra will reduce this resistivity again. • High resistivity barriers (such as CuNi) around filaments or filament regions increase the effective ,or transverse, resistivity of the wire • A Cu.0.5-0.6% Mn interfilamentary matrix also increases the transverse resistivity and is unaffected by cable curing or heat treatment.
Small filament wire • Below about 3.5 micrometer filamentsize, proximity coupling again increases filament hysteresis loss in an all-copper matrix wire ( keeping s/d constsnt) s~filament spacing, d~fil. dia. • Use of a CuMn interfilamentary matrix eliminates proximity coupling effects for filament sizes down to around 1 micrometer
SIS 300 Dipole Wire Parameters(with Cu matrix wire) • Strand diameter 0.825 mm • Filament diameter 3.5 micrometers • Filament twist pitch 5 mm • Matrix/NbTi ratio 1.4 (1.5) • Strand transverse resistivity et (4 + 0.9 B)10-10 Ohm m (goal) • Strand transverse resistivity et (1.4 +0.9B)10-10 Ohm m (calculated with all-copper matrix, 1.5 Cu/SC ratio) Present EAS wire with 4.3 micrometer filaments, 1.75 Cu/SC ratio has measured et =(0.58+0.9B)10-10 Ohm-m • Wire • Strand coating Sn Ag (Stabrite) • Critical current density Jc 2700 A/mm2 ( 5 T, 4.2 K) • Critical current density Jc 2130 A/mm2 ( 6T, 4.2 K)
SSC Cu-0.6%Mn Interfilamentary matrix 2.5 micron filament wire* • Global matrix ratio: 1.7 • Filament number:22686 • Filament diameter: 2.63 μm • Wire twist pitch: 12.5 mm • Transverse resistivity ρet = (4.15 + 1.9B)•10-10 Ωm ( For RHIC wire ρet = (1.24 + 0.9B)•10-10 Ωm) • Wire diameter: 0.651 mm • Jc =2760 A/mm2 ( 5 T, 4.2 K) ( best value achieved) * Made for possible use in the SSC High Energy Booster (HEB), using a double stacking production method, and tested for GSI at Twente TU
Another Possible CuMn Interfilamentary Matrix Wire for SIS 300 IGC fabricated a 309 mm billet into wire of 2.6 micron filament diameter, with a Cu-0.6%Mn interfilamentary matrix, using a patented single stack approach, also for SSC use. Further parameters are: Filament number: 38663 Matrix to NbTi ratio: 1.5 Wire diameter: 0.808 mm Jc = 2753 A/sqmm at 5T, 4.2 K ( best value achieved) Such a conductor requires scaling up by a factor of 1.02 in diameter, for application in the SIS 300 dipole. Calculated value for transverse resistivity ρet =3.4•10-10Ωm Coupling current time constant =1.17 msec for 5 mm fil. twist pitch.
SIS 300 dipole Loss/cycle-m with Cu matrix Rc=20 mΩ,SS core in cable Ra=200 μΩ 5 mm fil. Twist pitch 3.5 μm filaments
SIS 300 Dipole Loss/cycle-mwith CuMn interfilamentary Matrix Rc=20 mΩ SS core in cable Ra=200 μΩ 5 mm fil. Twist pitch 2.5 μm filaments
Loss Reduction with CuMn interfilamentary matrix Higher transverse resistivity and smaller filament size give 32% loss reduction over all-cu matrix.
Tested Wires single stacked double stacked double stacked triple extruded, double stacked single stacked double stacked Wire ID 2A12 3N7 RHIC K2 001T4 G2 001T6 SSC CuMn 1.40 0.94 0.92 1.15 1.10 1.23 Ratio Jcm/Jt
Filament Distortion Effects Wires made with a double stacking process show a greater filament distortion than wires made with a single stacking process, as shown by the difference in magnetization & transport current densities for the preceding wires.
Other Interfilamentary Matrix Materials • Aside from Cu-0.5wt% Mn, Cu-10wt%Ni and Cu-30wt%Ni have been used to reduce eddy current losses in low loss strands
Wire Coupling Current tfor SIS 300 Wire with Various Interfilamentary Matrices and Barriers
CuMn versus CuNi Interfilamentary matrix • Cu-10wt%Ni is about 6 times more resistive than Cu-0.5wt%Mn. • For stability reasons, avoid making matrix more resistive than needed to reduce AC loss. • Cu-0.5%Mn is as effective as Cu-10wt%Ni in reducing strand eddy current loss • CuNi contains 0.15-1.0 % Mn, so the “ active ingredient“ for proximity effect suppression appears to be Mn is both cases
Switch wire performance conclusions Short samples instabilities: • Inception of instabilities at low field, depending on wire diameter d • Self field instability • Virtually independent of Filament size CuNi composition (between CuNi 30 and CuNi10) Stability limit: Jc •d~ 2000 A/mm
Low Loss Wire Conclusion • A Cu-0.5-0.6%Mn interfilamentary matrix wire with fine ( 2.5 μm or less) filaments, made by a double stacking process ( assembly easier & better stability) appears to give a wire with the lowest loss. • Jc above 3200 A/mm2 has been achieved for commercially available CuMn interfilamentary matrix wires with 5.3 micron filaments and Jc above 2700 A/mm2 has been achieved for 2.5 micron filament conductor, but R&D is probably required to optimize Jc & piece length
Present Wire Status • EAS has produced 84.6 kg of0.825 mm dia. wire, with 12318 filaments of 4.3 μm diameter, Cu/sc ratio of 1.75 and Jc ( 5 T, 4.2 K) in the range 2711-2752 A/mm2 • The wire has been sent to Alstom for cabling • A 1m long model magnet would require at least 55 kg of wire (341 m of cable). A 2.908 m ( eff. length) prototype magnet would require 160 kg of wire. • Alstom can provide 300 m of cable ( 0.825mm dia. Wire) with19200 3.5 μm filaments ( single stacked), Cu/sc ratio of 1.9, 3-4 months after order.
Problem • We need to order more wire, to build SIS 300 model , or prototype, dipoles. • Lead time between wire RFQ and wire receipt is 9-12 months Solution • Make two 200 kg billets. First one, with 2.5 micron filament wire. During fabrication of this wire, determine possible Jc degradation with further filament decrease and determine minimum filament twist pitch before Jc decreases. Make second billet with optimum parameters.
Cable Ra & Rc • Rc> 100 mΩ for cables heat treated at 200C for 4 hours ( IHEP tests on cored LHC outer layer cable) • Ra ~ 200-300 μΩ for 8 hour bare cable heat treatment at 200 oC & 30 minute cure cycle of polyimide tape insulated samples at 195 oC & 15-70 MPa (BNL tests). Need more statistics.