Download
1 / 11
170 likes | 525 Views
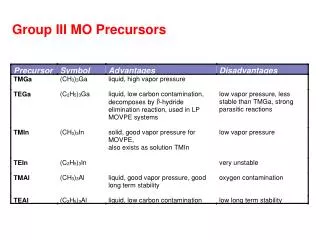
Group III MO Precursors. Group V Precursors. Dopant Precursors. Cp 2 Mg (C 5 H 5 ) 2 Mg solid, GaN p-type doping Cp 2 Fe (C 5 H 5 ) 2 Fe solid. Precursors - Precursor Properties. Desirable properties of precursors: Low toxicity

E N D
Dopant Precursors Cp2Mg (C5H5)2Mg solid, GaN p-type doping Cp2Fe (C5H5)2Fe solid
Precursors - Precursor Properties • Desirable properties of precursors: • Low toxicity • Liquid at room temperature • Suitable vapor pressure at room temperature • Low carbon contamination in grown layer (avoid CH3 radicals), however, for some applications C doping is desired • No parasitic reactions with other sources • Good long term stability (should not decompose in bubbler) • Pyrolysis temperature should match growth temperature • Inexpensive for industrial mass production
Vapor Pressure Equation Log10P(mmHg)=8.07-1703/T(K)
Bubbler : solid precursor 1. 2. Solution by non-volatile polymer solvent
Chemicals • Chemical structure and characteristics • M-C bond • Generally polar: M+ -- C- • Covalent bonds – shared electrons • M-C are usually bonds • Vacant orbital and unpaired electrons • Formation of Lewis acid-base complexes • Complexes called adducts—can be good or bad • Most compound extremely reactive with oxygen or water
Group III and Group V MO sources • M-C bond strength • Al, Ga, In: ~ 40-70 kcal/mole • Zn, Cd, Hg: ~ 20-40 kcal/mole • N, P, As, Sb, Bi: ~ 30-70 kcal/mole (methyl) • N, P, As, Sb, Bi: ~ 90 kcal/mole (hydrogen) • C-H bond strength • Methyl ~ 105 kcal/mole • Ethyl ~ 100 kcal/mole • M-N, M-O, and M-x bonds much stronger than M-C bonds • Conclusion: M-C bond normally cleaves first
Vapor pressure—most important characteristic • Function of temperature only • Vapor pressure approx. doubles for each 10°C • Requres stable temperature bath—0.1°C– for growth of ternary or quaternary compounds • Vapor pressure controls must be adequate for acceptable growth rates • 10—50 Torr for volatile sources—TMG, DMZ, CCl4 • <1 Torr for nonvolatile sources—Cp2Mg • Required vapor pressure depends on application and desired growth rate • Transport depends on cylinder pressure—Dalton’s Law
Source phase—liquid sources “better” than solids • Heat of vaporization vs. heat of sublimation • Change in Surface area of solid affects consistency of deliver—contributes to historic problems with TMI • E. Source stable for years and no premature gas-phase reactions Vapor Heat of Vaporization Liquid Heat of Sublimation Heat of Fusion Solid


![III] Logical Group](https://cdn1.slideserve.com/3453880/slide1-dt.jpg)