Download
1 / 10
150 likes | 378 Views
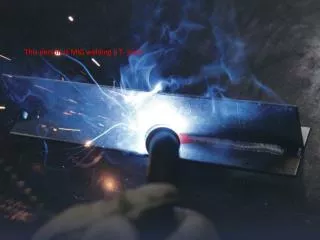
MIG Welding By: Jared McCombs and Vinnie DiBlasi. Overview. MIG = Metal Inert Gas Welding An arc is struck between an electrode and the sheet metal to be welded. The electrode used in the machine shop is Copper wire and is in the form of continuous filler metal. The weld is

E N D
Overview MIG= Metal Inert Gas Welding An arc is struck between an electrode and the sheet metal to be welded. The electrode used in the machine shop is Copper wire and is in the form of continuous filler metal. The weld is shielded by an inert gas, CO2, to prevent oxidation. Uses • Carbon steels, low alloy steels, stainless steels, most aluminum alloys, and zinc based copper alloys can be welded with the MIG Welder. • Can weld very thin sections and metals that can not be easily welded with other types of welding.
Welding Area WELDINGAREA Helmets ElectricalOutlet Ventilation Gloves Table for Ground clamp MIG Welder
Safety Concerns • Always wear non-flammable, non-synthetic clothing when welding. (i.e. cotton). • Ensure area is properly ventilated. • Always wear welding gloves, a welding helmet, and a shop coat. • Ensure the piece you are welding is safe to weld (i.e. a container containing flammable liquid). • Caution: Some materials (i.e. galvanized materials) can become toxic when welded, so try to scratch off the toxic material and ventilate the area as much as possible. • Caution: Welding produces high temperatures even after welding is completed.
Setting up the Machine • Choose the correct wire gage basedon the type of material and thickness of weld. You can determine the proper wire gage by calling companies (i.e. Oxarc) or looking up information in tables. Keep in mind, tables change often due to new material discoveries. • Set the wire speed and thickness dials to appropriate settings. (Lift up the hood to find the wire speed and thickness settings in a table.) • Turn on the MIG welder. • Open valve on CO2tank to form an inert gas shield. • Ground the welder to the table using the clamp. • Turn the ventilation fan on using the switch on the wall. Aluminum
Setting Up Demonstration Scene 1 Description: Person enters welding area, and demonstrates the following process: 1. Turn on ventilation fan 2.Set the wire speed and thickness dials to appropriate settings. (Lift up the hood to find the wire speed and thickness settings in a table.) 3.Turn on the MIG welder. 4.Open valve on CO2 tank to form an inert gas shield. 5.Ground the welder to the table using the clamp. Script: The following is the correct procedure for setting up the mig welder. First, make sure the ventilation is turned on at all times while using the mig welder. Next, set the wire speed and thickness dials to appropriate settings. You can find approximate settings on the inside cover of the welder. Turn on the mig welder. Open the valve on the CO2 tank. Ground the welder to the table or the part. (make sure to say the script simultaneous with actions)
Getting Started • Prep surface to ensure a clean strong weld. • Put on all safety gear. • If the wire is protruding 1 cm past the nozzle, break it off on the table. Do not leave it stuck to the table. • Ensure others around you know you are welding by saying, “COVER!”
Welding Technique • Hold the tip of the electrode against the piece being welded and pull the trigger until an arc is created between the electrode and the work piece. • When MIG welding, push the electrode along the surface while slowly rotating wrist from side to side. • It is important to be comfortable and have a steady hand while welding. You can use both hands to keep the torch steady.
Welding Demonstration Scene 2 Description: The purpose of this slide will be to demo the the proper and improper techniques of mig welding. First have welder do a proper smooth and steady weld. Next demo a weld which the welding speed is to slow and the weld burns through. Next demo a weld which is to fast and does not penetrate through the material. Last, re-demo the correct techniques. Script: We will now look at proper and improper techniques of mig welding. As you can see the welder uses a steady smooth motion, moving the torch along the surface of the part. You can see the bead has consistent properties along its axis. You can hear the welder is making a sound like frying bacon. In this demo you will see the welder using a motion that is too slow. The weld is burning through and leaving holes in your part. The welder should increase speed. In this demo you will see the welder using a motion that is too fast. You can see that the bead is thin, and has inconsistent properties along its axis. The welder should decrease speed. (show a good weld again) Remember that as you weld, take a deep breath, relax, count to 10, and use a steady motion.
Clean Up • Turn off the power to the welder. • Close the valve on the CO2 Tank. • Wrap the ground cable around the welder. • Wrap the torch around the welder. • Unplug the welder from the socket and wrap the cord around the welder. • Turn off the ventilation fan with the switch on the wall. • Put away the helmet, gloves, and shop coat.