Download
1 / 30
471 likes | 860 Views
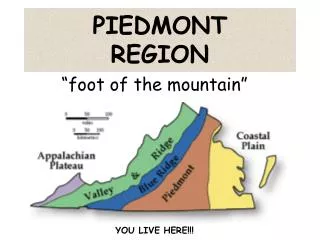
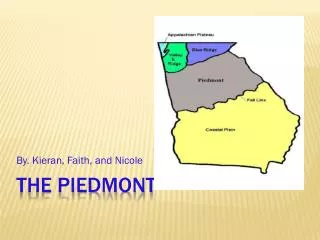
Vibration Institute Piedmont Chapter 14. Barry Schoch PREDICT Ferrography / Used Oil Analysis February 25, 2005 Phone 800-543-8786 www.predictusa.com. “First Sample in your Trend”. What your Lab can and cannot tell you. Why Do Ferrography / UOA?.

E N D
Vibration Institute Piedmont Chapter 14 Barry Schoch PREDICT Ferrography / Used Oil Analysis February 25, 2005 Phone 800-543-8786 www.predictusa.com
“First Sample in your Trend” What your Lab can and cannot tell you
Why Do Ferrography / UOA? To Identify Abnormal Wear Conditions Before They Become Significant Enough To Adversely Effect Component Life.
Used Lubricant Analysis Trends the physical properties of the lubricant Determines the chemical breakdown or contamination of the fluid Determines the concentration of dissolved elements & additives
Oil Bath RDE Spectrometer FTIR Spectrometer Titration TAN & TBN Water Crackle Karl Fischer Particle Count Gas Chromatography Flash Point Viscosity Elemental Concentration Oxidation, Nitrates, Sulfates, Water, Fuel, Glycol, Additive Degradation Acid & Base Level Trends Concentrations to 800ppm Concentrations to 10ppm NAS & ISO Cleanliness Ratings Fuel Dilution UOA Tests
Observations • Large particles in sample • Likely to settle in sample bottle • Particles over 80 microns are easily visible to naked eye
Observations • Crackle Test • Hot Plate set at 115-125C • Sensitive to between 800 and 1000 ppm depending on oil viscosity and additives
Viscosity ASTM D-445 Constant Temp. Oil Bath 40oC or 100oC • Measure of shear rate vs. shear stress; i.e. resistance to flow • Measured at constant temperature (40oC or 100oC) Nametre Oscillation Viscometer Non-ASTM Test Ambient Temp.
DIFFRACTION GRATING Emissions Spectrometer (ELEMENTAL SPECTROSCOPY) EXCITATION SOURCE ICP LIGHT EMISSIONS AA RDE DETECTORS SIGNAL PROCESSING
Particle Count Test Results This shows a typical print out from a particle counter displaying results by number of particles in any one group.
Total Acid Number • TAN looking for acidity changes • In this application, more likely to find oxidation products • Acid contaminant likely only through process contamination • Causes corrosive wear debris and general increases in the wear rate
Total Base Number • TBN looking for alkalinity • Overbase additive applications most likely (Large Diesel Engines) • Absence of additive (low TBN) will cause increases in rates of wear, corrosion, and solid combustion product generation • Process contamination possible, but not observed
Ferrography • Separation of Wear Debris from Lubricant • Quantitative and Qualitative evaluation of Wear Debris using Trend Analysis • Assessment of the Severity, Origin & Development Mechanism of Particles; • Predict Equipment Wear Condition & Failure Potential
Wear • Results from ordinary wear or equipment damage • Missing volume goes into the lube system in the form of fine particles • Wear is generated initially as small particles over time, not large chunks
Wear • Since most of the wear debris is some form of steel, a magnetic field is used for separation • Debris is so small that a high gradient field rather than a steady field is required • Larger particles are affected more strongly than smaller ones, so a rough separation according to size is possible
DR Ferrograph • Uses optics to determine concentration of wear debris • Is able to evaluate concentrations of magnetically attracted wear debris • Particle size limitation is 300 microns • Effective trending tool for most types of industrial equipment • Limitations are for extremely clean lube systems, i.e, hydraulics, some turbines
Analytical Ferrography • View slide made by FM • Several magnifications • Speed • Detail • Identify debris using • Reflected light • Transmitted light • Polarized light • Color filtered light
BEARING WEAR Copper Alloy Low Alloy Steel Steel Prior to Heat Treatment Lead/Tin Babbitt Metal
Analytical Ferrography Particle Classification • Size • Shape • Concentration • Composition
Rating 3 Rating 4 Rating 5 Rating 1 Rating 2 Rating 6 Rating 7 Rating 8 Rating 9 Rating 10 Analytical Ferrography
Analytical FerrographyCorrelation w/ DR Ferrograph WPC=10 WPC=50 WPC=100 WPC=500 WPC=1000
SummaryFirst Sample Analysis • Yes • Detect Dissolved up to 8mm Particles • Determine Lubricant Additive Depletion • Detect Fluid Contamination • Determine Lube Physical Condition • No • Problems detecting Onset of Abnormal Wear • Determining Sources of Wear (bearings, gears, seals, rings, etc.) • Reliable Estimate of Machine Wear Condition
Observation i.e., water, large particles Viscosity RDE Spectroscopy (21 metals) First Sample Analysis Yes Yes Limited w/ Ref.
FT-IR Spectroscopy Water by Karl Fischer Titration TAN, TBN DR Ferrograph Analytical Ferrography First Sample Analysis No Yes No Limited Yes