Download
1 / 21
210 likes | 300 Views
Thermally Conductive Carbon Foam Properties. M. Gilchriese, M. Cepeda - LBNL W. Miller, W. Shih, R. Ramirez- Allcomp. Foam Progress. General Processed and tested two basic foams, 12in by 12in by 1in blocks All from Allcomp , Inc 100ppi and 130ppi ( ppi =pores per inch)

E N D
Thermally Conductive Carbon Foam Properties M. Gilchriese, M. Cepeda - LBNL W. Miller, W. Shih, R. Ramirez-Allcomp
Foam Progress • General • Processed and tested two basic foams, 12in by 12in by 1in blocks • All from Allcomp, Inc • 100ppi and 130ppi (ppi=pores per inch) • Several foam densities • Testing • Thermal conductivity by laser diffusivity and direct method • Tensile and Compressive strengths • Modulus of elasticity • Recorded nonlinear compressive stress-strain over wide strain • LBNL Measured CTE of foam • Virgin and resin filled • Foam (limit to CTE) • Foam with HYSOL 9396 • Foam with HYSOL 9396 and BN filled • Very recently, CTE measurements by company(Delsen) VG 2
Foam Appearance • Foam blocks • Thermally conductive lightweight carbon foam are produced in block form • Material readily machinable to into precise thin sections • Foam density is a variable for the user • Strength and thermal properties increase with increasing density 12in by 12in by 1in foam blocks
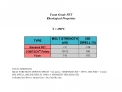
Foam Strength Test Results • Table compares recent K7 (100ppi) and K9 (130ppi) with prior data • K9 exhibits higher tensile strength (σ) and higher modulus (E) than K7 and prior 100pi foams • Foam density is value following foam “K” designator, e.g. K3/0.09 • Density in this case is 0.09gm/cc • Part of the increased strength and stiffness is due to the higher density 0.23gm/cc versus 0.19gm/cc, but clearly K9 stands out from a tensile property VG 4 Tensile properties
Foam Strength Test Results • Compressive properties favor the 130ppi K9 foam • K9 compressive strength only slightly higher than K7 • However, its modulus is noticeably higher • Foam compressive behavior decidedly different than tensile • Tensile failure has a clear fracture point • Compression failure is not so clear • Strain in a stave is comparatively low in relation to strain to failure in Allcomp tests • Compressive stress peak is followed by discontinuities in the stress-strain curve----plastic buckling of the foam VG 5 Compressive properties
Foam Compressive Behavior • Notice compressive peak followed by rapid unloading of Instron machine • Instron loading recovers and then an oscillatory behavior follows • Thermal solutions of the stave prototypes (25C down to -35C) results in plastic strain nominally 0.02 • Tests are being conducted to see what damage if any is encountered at strain less than 0.05 • Initial dramatic unloading a testing issue? 1inch high specimen compressed to 0.75in, 25% strain VG 6
Foam Tensile Characteristic • Tensile curve • Fairly linear, repeatable • Fracture strength of K9 higher than K7 • Tensile strength well above stave stresses • Modulus of elasticity • Much lower than for compression • Since foam under state of compression, FEA will use compression modulus VG 7
Foam Thermal Conductivity • Foam Laser Diffusivity Measurements • K9 @ 0.23gm/cc K~38W/K, K7 @ 0.22g//cc K=22W/mK • Variance in diffusivity measurements led to direct K measurements K8 used in strip stave prototypes VG 8
Conductivity by Direct Method • Direct Conductivity • Complication from the contact faces being foam • Used thermal grease to reduce thermal resistance • Present method uses two different foam heights to back out effect of interface thermal conductance • Data contained in Table based on initial test method • Published SS data is 16 w/mK • Confirms K7 20 and K9 40 VG 9 h represents interfaceconductance
HYSOL 9396/Foam Thermal CTE • LBNL CTE Measurements(around 20C) • Virgin HYSOL 9396, literature value is 70ppm/C • The basic setup is shown below. It consists of an aluminum block that is water cooled. A channel is cut in the block for the specimen. The specimens are about 20cm (196.5mm typically) long and 3.18 mm x 3.18 mm. The dial indicators have 0.0001” markings and are fixed to the granite table. An IR camera (out of the picture) is used to measure the temperature as well as thermocouple as shown in the picture. • Next setup at operating T, we hope LBL Delsen Hysol 9396 72 Hysol 9396/20% BN 67 VG 10
Foam Properties Uniformity • Testing objective, and future focus, is on block material uniformity • Core samples are extracted throughout a 12in by 12in by 1in thick foam block for measuring: • Tensile • Compressive • Thermal conductivity • Density • Focus of work at Allcomp, Inc VG 11
Foam Summary: Tests in Process • Filled resin thermal properties under evaluation, K (W/mK) obtained thus far indicated below • Property of Foam and Resin Combination • HYSOL 9396 filled BN infiltrates into the foam at the bonded interfaces • Stress area under study is around the cooling tube • Predicted compressive stress is high but no damage is noted • Foam strength is enhanced by resin • To what extent remains to be determined • Tensile and compression tests of foam/resin combinations are underway • 20 to 25 %BN additive • Thermal properties to be used in the Stave Prototype FE model VG 12
Hysol+BN in foam Hysol+BN in foam Facing Facing Tube exits foam Tube exits foam Tube cut open Tube cut open 12 cm Long Stave Prototype • Typical Photographs • Illustrate: • BN filled adhesive migrates into foam in regions of the bond-line • Extent of penetration varies • 0.5mm to 1mm(to facing) • Appears that 0.1mm bond line exists only in small regions • Adhesive/Foam Region • Material property unknown, but estimate made for FEA • Tests underway to measure tensile and compressive properties • Tensile and compressive moduli/strength important to understanding the FEA • Adhesive stress running high in FEA based on estimated properties Hysol+BN in foam Hysol+BN in foam Facing Facing Tube exits foam Tube exits foam Tube cut open Tube cut open VG 13
FE Model – 12cm Prototypes • Model based on cutting on planes of symmetry • Heater by implication of symmetry is mounted on both opposite sides • 12 cm mode (4cm wide) becomes 2cm by 6cm • Length OK, since stress field localized at tube exit, becoming constant toward Z mid-plane • Material properties are linear except for foam • Non-linear stress-strain patterned after K9 measurements • Stress –strain based on compressive strain curve • SS tube, 3D CC end cap • Adhesive/foam region, E=5.3GPa, CTE 41ppm/C (5.3GPa is the issue) z x Split planes of symmetry y VG 14 Pipe
Foam Stress-What Output is Critical? • FEA stress field • Three normal stresses, three shear stresses, plus: • Minimum Principal stress, calculated from 3 normal and 3 shear stresses but it physically represents a plane in the element where the normal stress is a maximum and the shear stress vanishes • Maximum Principal stress, same basis as minimum principal, but in this case it is less than minimum principal (compressive) and is tensile • Intermediate Principal stress, less than both min and max • Von Mises stress- also calculated from 3 normal and 3 shear stresses, but has no physical meaning, used as criteria in assessing ductile material failure stress • Criteria • Use normal element stress?.- this compressive stress is less than the minimum principal. May not be conservative to use as failure criteria • Use minimum principal stress?- assumed to be more conservative in comparing to uni-axial compressive test. This value represents physically a stress in the element, which reflects combined internal normal and shearing stresses VG 15
FE Model Foam Properties • Foam stress-strain • Describes a non-linear behavior for an “elastic-plastic” analysis • FE computes element strain and then Von Mises element stress • 2 successive solution steps used to update the “apparent” modulus • Process simplified by using the compressive stress-strain curve for tensile (upper quadrant) • Possible to use different tensile and compressive curves, not warranted at this time since tensile stress in foam not issue. • Data points upper quadrant for element 18167 show the Von Mises stress is tracking the input curve • Points in lower quadrant are the solution steps for “minimum principal” stress in the foam at the adhesive interface VG 16
Nastran solution for 60ºC Delta • Element 181687 in foam under state of compression from tube shrinking and composite facing expanding • Color bar represents range in nodal stresses, shading is smoother than plotting with average element stress • 181687 is nominally a cube, with 0.3mm (12mils) on a side • Minimum Principal stress decays rapidly away from the tube exit region • Peak minimum principal stress is 1.99MPa (289psi), right at the K9 foam limit Shaded image is foam core only, high stress region (blue) is interface to adhesive/foam region, which is 0.5mm thick VG 17
Nastran Solution for 60ºC Delta • Figure illustrates how rapidly the minimum principal stress drops away from the end of the stave • Stress within the foam is less than the compressive K9 test result • 0.45mm into the foam the “minimum principal” stress is <230psi VG 18 End of foam
FEA Result as Function of Temp Change • Figure description • Displays minimum principal stress in axial direction along the foam and tube adhesive interface • Foam surface stress at tube exit increases with increasing temperature change e.g., starting at room and decreasing to -125ºC (150C) • However, sub-surface stress remains largely unchanged • The plastic deformation built into the stress-strain curve moderates the stress magnitude Tube VM stress=37.6ksi 60C delta Tube VM stress=47ksi 150C delta End of foam VG 19
FEA Result with Modified Adhesive/Foam Properties • Preliminary Delsen tensile test results • HYSOL9396/20% BN (~300MPa) • Modulus elasticity on the order of the unfilled foam • Dramatic surprise, since literature would suggest otherwise, i.e., • HYSOL E=2.76GPa • BN PTX 60 particle E~47GPa • Expected E in GPa range; whereas the tensile modulus from two specimens is ~200MPa • If filled adhesive/foam region modulus is an order of magnitude or more below value used in FE model then: • Principal stress (compressive) for 150ºC will fall entirely within elastic region of foam compressive test result • Further test results-compressive modulus needed • Re-run solutions with modified adhesive/foam property
How Realistic is Sandwich Model FEA? • Model so far based on marginal material information, in particular • Material data for composite facing and foam is more complete than for: • Modulus of elasticity for foam/adhesive/BN region (as noted previously) • Our preliminary tensile test results strongly suggest the FE model input is using too high modulus • Results in stress in adhesive/foam region high, which was our clue something amiss • preliminary material tensile strength measurements confirm our suspicions • Compressive modulus and strength of foam/adhesive/BN region is unknown • Preliminary data available 23 April 2010 • CTE of foam/adhesive/BN was determined by LBNL • Delsen CTE measurements of HYSOL 9396/BN in line with LBNL results • Delsen data down to -5ºC; will try for lower temperature data • Physically no damage has been recorded to the foam surface as result of temperature cycling – see next talk. • In keeping with recent findings on filled adhesive/foam material test results • Need to continue modeling until test results converge with model predictions VG 21