Download

1 / 42
450 likes | 751 Views
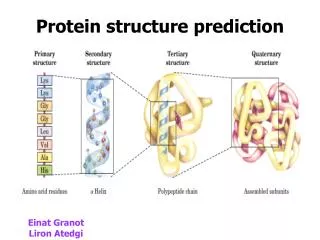
Fermentation process co-products : Integrated protein, energy and feedstock recovery. 18 th IBD Video Link Day. Julio Traub 23 January 2013 ICBD Heriot -Watt University, Edinburgh. Contents. Whisky Process and Industry Whisky co-products: Current and potential markets

E N D
Fermentation process co-products: Integrated protein, energy and feedstock recovery • 18th IBD Video Link Day Julio Traub 23 January 2013 ICBD Heriot-Watt University, Edinburgh
Contents Whisky Process and Industry Whisky co-products: Current and potential markets Experimental Work Conclusions Future Work
WhiskyA Scottish success story Source: Diageo
Whisky - Waste Fight Club... • The are only 2 Rules... • It’s not waste... It’s a co-product!!! • Don’t touch the process!
Whisky Production ProcessMalt Whisky Water Draff Malted barley Yeast Spirit (Whisky) Pot ale Pot ale Syrup
DraffA good example of the Food vs. Fuel controversy • Used as animal feed • Cheap, good protein source (21% in DM basis) • Can be used as a biofuel
Pot AleTypical Properties • Water • PROTEINS • Yeast • Yeast Debris • Copper • Carbohydrates Sources:Graham, J., et al. (2012), Russell, I. et al (2003)
Pot AleCurrent treatment technologies Fertiliser Consented discharge Co - product??? Evaporator
Pot Ale Syrup • Evaporated Pot Ale (45% Solids) • High capital and running costs • Energy intensive (CO2 emissions) • Limited used (mostly Cattle) – • High copper content = toxic • Current Supply ~ 30 – 50 ktpa • Protein ~ 5 - 8 ktpa • Commercial products available: • Spey Syrup (AB Agri), GP feeds
UK Animal Feed DemandTotal = 10 m tonne in 2010 28.1% 9.2% 1.2% 8.5% 3.2% 11.5% Source: http://www.defra.gov.uk/statistics
Malt WhiskyVolumes and Co-products c £700/ ton b 1 Lpa = 2.45 kg draff DM = 25%, CP = 21% a 1 Lpa = 8L Pot Ale 14 g protein = 1L Pot Ale
Aquaculture FeedsScottish Salmon – the other Scottish success story UK Salmon Production • 154 k tonne (Atlantic Salmon), 3rd largest producer in the world • ~200 k tonne protein , High dependency on FM/ FO Need for Alternative Feedstuffs • Economic and Sustainable Drivers Ideal Candidate • Price and Logistics: Availability, handling, shipping, storage • Low levels of fibre, High Protein content, Amino Acid Profile, High Digestibility
Amino Acid Analysiswhat the fish wants... DDGS: Wheat Distillers Dried Grain with Solubles PAS: Pot Ale Syrup SBM: Soy bean Meal FM: Fish Meal
Process SelectionPotential processes identified: • Pot Ale – Barley Protein Fraction • Pot Ale – Yeast Protein Fraction • Pot Ale – Barley + Yeast Fractions • Pot Ale + Draff– Barley Proteins • Pot Ale + Draff – Barley + Yeast Fractions
Process OverviewBarley + Yeast Fractions Pot Ale Extraction Enzymatic Treatment High Pressure Homogeniser • Water • PROTEINS • Yeast • Yeast Debris • Copper • Carbohydrates Purification Centrifugation PROTEINS Filtration Ion Exchange Chromatography
Experimental Work Protein Purification and Concentration • Buffers: PBS, lactic acid, citric acid • Cation and anion exchange • pH elution: 4-7 • Elution mode: Gradient and Step • Flowrate: 1 – 5 ml/ min
Conclusionsso far... • Pot Ale is a co-product • Valuable proteins are currently underused • at least £20 million pa across Scotland • Current whisky co-product treatment technologies are unsustainable • Expensive and energy intensive • Increasing supply with static demand • New markets: Salmon (?!)
Conclusions cont’dso far... • More understanding of what is needed for Salmon Feeds • AA, minerals, fibres, nutritional properties • Yeast cell fraction has not yet proved to be a viable option • High copper, Low protein • but it must NOT be “wasted” • Draff proteins may increase feasibility of the project, but with some controversies and problems
Academic Research Industrial Symbiosis
Future work • Proteins • IEC: Columns (media, size), pH, flow rate • Protein Identification (SDS-Page, AA analysis) • Cell disruption • Combined method • Scale up Enzymatic Treatment • Metal Analysis • Protein and metal binding affinity
AcknowledgmentsThe Horizon Proteins Team • Nik Willoughby • Lydia Campbell • Paul Hughes • Alan Harper • Dawn Maskell • Jane White • Sara Bagés www.horizonproteins.com
Acknowledgments Heriot-Watt University (SLS + EPS) • Eileen McEvoy • James Bryce • Margaret Stobie • Sean McMenamy • Steve Euston • Vicky Goodfellow Glenkinchie and North British Distilleries
Some (Scottish) thoughts.... “Some hae meat and canna eat, And some wad eat that want it, But we hae meat and we can eat, And sae the Lord be thankit.” Robert Burns (1759 –1796)
Experimental WorkCell Disruption Source: Sara Bagés (2012)
Malt WhiskyDistillery size distribution Source: SWA
Protein MarketsFish Meal and Soybean Meal Last 12 months FM: up 55% SBM: up 48% Source: http://www.indexmundi.com
Protein Markets Salmon Price Last 12 months: up 17% Down 30% since Apr-11 Source: http://www.indexmundi.com
Distribution of copper in soluble fraction of pot ale Supernatant separated into low and high MW fractions using Amicon Ultra-15 Centrifugal filter tubes 15 ml Retentate (>3 or 10 KDa) Dialysis with 15 ml water SDS-PAGE analysis Filtrate (<3 or 10 KDa) Copper analysis
SDS-PAGE analysis of proteins • Gel: 4-20% Bio-Rad Mini-Protean TGX precast gel (Cat No. 456-1094) • Sample buffer: Laemmli 2x sample buffer (Sigma, S3401) • Running buffer: Tris-Glycine • Protein marker: Prestained protein marker, New England Biolabs (P7709V) • Stain: Colloidal Coomassie Brilliant Blue (Kang et al., 2002) Spent wash and pot ale (Feb) – no pretreatment Pot ale (Feb) – Retentate 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 175 175 80 80 72-80 kDa 58 58 46 46 38-42 kDa 30 30 25 25 17 17 12-14 kDa 7 7 µg protein: 5.3 3.5 9.9 6.6 µg protein: 9.9 131.1 65.6 26.2 9.9 132.6 66.3 26.5 26.5 Spent wash Pot ale MW KDa ‘Lysed’ cells ‘Lysed’ Pot ale Pot ale 3K Retentate Pot ale 10K Retentate MW KDa
Process Selection – Price vs. Cost *Bulk Protein Price. SBM: £230/ ton, FM : £830/ ton