Distillation Modeling and Dynamics
480 likes | 505 Views
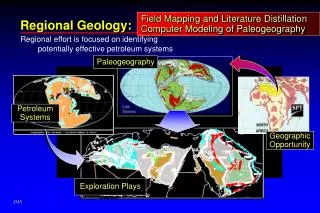
This study delves into dynamic modeling and dynamics of distillation columns, exploring balance equations and assumptions for more accurate process control optimization. Through a comprehensive analysis of component balance and practical examples, the importance of considering both external and internal flows in determining time constants for composition changes is highlighted.

Distillation Modeling and Dynamics
E N D
Presentation Transcript
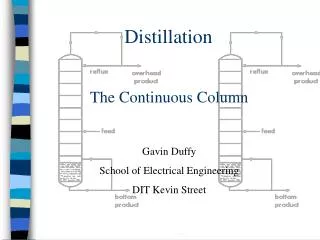
Distillation Modeling and Dynamics Distillation Part 2
Dynamics of Distillation Columns Balance equations in Accumulated = in – out =d/dt (inventory) out Assumptions (always used) A1. Perfect mixing on all stages A2. Equilibrium between vapor on liquid on each stage (adjust total no. of stages to match actual column) A3. Neglect heat loss from column, neglect heat capacity of wall and trays Additional Assumptions (not always) A4. Neglect vapor holdup (Mvi ≈ 0) A5. Constant pressure (vapor holdup constant) A6. Flow dynamics immediate (Mli constant) A8. Constant molar flow (simplified energy balance) A9. Linear tray hydraulics NOT GOOD FOR CONTROL!
1 Tray Hydraulics (Algebraic). Trays: Francis weir formula Li = k Mi 2/3 . A9 Simplified (linearized) (for both tray and packings): τL: time constant for change in liquid holdup (≈2-10sek.) λ: effect of increase in vapor rate on L (usually close to 0) Li0,Mi0,Vi0: steady-state values (t=0). 1 Pressure drop (algebraic): Δpi = f(Mi,Vi,…)
Assumption A7. “All trays have some dynamic response”, that is, (B) Justification: Large interaction between trays because of liquid and vapor streams. (Reasonable if 1Àx) Substitute (B) into (A): (C)
Comments on τ1-Formula (C) • No linearization (change may be large)! • More convenient formula for denominator: Example: Change in feed composition (with F=0, D=0, B=0): Denominator = F zF 3. Only steady-state data needed! (+holdups). Need steady-state before (t=0) and after (t=∞) upset.
4. 1 (C) applies to any given component 5. τ1 may be extremely large if both products pure Reason: Numerator>>Denominator because compositions inside column change a lot, while product compositions change very little 6. Limitation: τ1 does not apply to changes in INTERNAL FLOWS ONLY, that is, for increase in L and V with ∆D=0 and ∆B=0. Reason: Denominator =0, (will find τ2<τ1! See later)
Compositions Flows with zF=0.50 with zF=0.51 Stage Condenser Feed Stage Reboiler i 3 2 1 Li 3.05 4.05 Vi 3.55 3.55 Xi Yi Xi Yi 0.9000 0.4737 0.900 0.1000 0.5263 0.9091 0.5001 0.9091 0.1109 0.5549 Example: Three-stage column Mi=1 mol on all stages Estimated Dominant Time Constant using (C): Excellent agreement with observed 4.5 minute
Example 2. Propane-propylene (C3-splitter) • 110 theoretical stages • = 1.12 (relative volatility) • Assume constant molar flows • L/D = 19, D/F = 0.614 • Find τ 1 when zF decreases from 0.65 to 0.60 All flows kept constant zF yD xB 0.65 0.995 0.100 0.714 0.60 0.958 0.030 0.495 Simulation 1 (t=0) Simulation 2 (t=∞ )
Simulated response to step change in zF: 0.65 to 0.60 xfeed stage Observed 1 close to 480 min 63%
Variation in τ1 with operating point (at least for small changes)
Detailed simulations for propane-propylene (C3) splitter (”column D”)
Propane-propylene. Simulated composition response with detailed model. Change in feed composition (zF from 0.65 to 0.60). 20 min Top: 20 min 2”delay” + second order 30h About 7 min “delay” because composition change has to go through 39 stages (by chance this happens to be similar to the liquid flow dynamics in this case)
Simulated response. Mole fraction of light component on all 110 stagesChange in zF from 0.65 to 0.60. min 30h
Same simulations using Aspen.. Almost the same xD xF xB: initial xB
Propane-propylene. Simulated composition response with detailed model. Increase both L and V by same amount ( V = L = +0.05) feed stage Very small effect
Propane-propylene. Simulated composition response with detailed model. Increase both L and V by same amount (V = L = +0.05) (D=B=0) Very small effect! Note axis: Have “blown up” to see details 0.9951 Xfeed stage XD 0.9950 0.100 0.0998 Both products get purer. Response for xB a bit “strange” (with very large overshoot) because it takes some time for L to reach the bottom XB 0.0992
External and Internal Flows Steady–state composition profiles (column A) External flows Internal flows stage 0 COMP 0 COMP L = B = - D = (-0.1, -0.01, 0, 0.01, 0.1) V= L = (1, 0, -1). B= D=0 Large effect on composition (large “gain”) One products get purer – the other less pure Effect on composition obtained by assuming separation factor S constant Small effect on composition (small “gain”) Both products get purer or both less pure Effect on composition obtained by considering change in S MAIN EFFECT ON COMPOSITION BY ADJUSTING D/F; “FINE TUNE” WITH INTERNAL FLOWS
ΔxB 63% ΔyD ΔyD 0 63% ΔxB 0 τ1 τ2 time time Dynamics Internal Flowswith no flow dynamics External Flows Step ΔL = ΔV Step ΔL =ΔB= -ΔD • Conclusion: • Large S.S. effect • Slow (τ1) • Small S.S. Effect • Faster (τ2). Can show: But: Derived when flow dynamics neglected (doubtful since τ2 is relatively small) See simulations
Internal flows dynamics (unrealistic)
SUMMARY External flows (change D/F) Internal flows (D/F constant) Increase V (and L) with D constant DV-configuration LV-configuration
i+1 Li+1 Mi i Li FLOW DYNAMICS (variations in liquid holdup) A8. Constant molar flows A4. Neglect vapor holdup Total material balance becomes
Individual Tray Hydraulics A9.: Assume simplified linear tray hydraulics = hydraulic time constant (because Mi varies with L) = effect of change in Vi on Li (λ>0 when vapor pushes liquid off tray. For λ>0.5: inverse response)
ΔL N V ΔV ΔLB Flow dynamics for Column section Consider Deviations from Initial Steady-State (ΔLi=Li-Lio,…) “Each tray one tank” Column: Combine all trays Consider response in LB to change in L: N tanks in series, each time constant τL ΔL ΔLB 0.5ΔL t θL=N·τL (“almost” a dead time)
Linearization of “full” model • Need linear models for analysis and controller design • Obtain experimentally or by • Put together simple models of individual effects (previous pages) • Linearize non-linear model (not as difficult as people think) Given Tray Linearize, introduce deviation variables, simplification here: assume: i) const., ii) const. molar flows Li = Li+1 = L Vi-1= Vi = V
= + A Δx + B ΔL ΔV inputs State matrix (eigenvalues determine speed of response) Input matrix “states” (tray compositions) + Equations for dMi/dt=…… • Can derive transfer matrix G(s)
Are dynamic really so simple? • 1970’s and 1980’s: Mathematical proofs that dynamics are always stable • Based on analyzing dynamic model with L and V [mol/s] as independent variables • In reality, independent variables are • Lw [kg/s] = L [mol/s] ¢ M [kg/mol] • QB [J/s] = V [mol/s] ¢ Hvap [J/mol] • Does it make a difference? YES, in some cases!
More about mass reflux and instability t=0: zF is decreased from 0.5 to 0.495. Lw[kg/s]= L[mol/s]/M where M [kg/mol] is the molecular weight, Data: ML=35, MH=40. What is happening? Mole wt. depends on composition: more heavy ! M up ! L down ! even more heavy ...) Can even get instability! With MH=40, instability occurs for ML<28 (Jacobsen and Skogestad, 1991)
Instabiliy for “ideal” columns:Many people didn’t believe us when we first presented it in 1991! Likely to happen if the mole weights are sufficiently different
II III Reflux Reflux back again .... but not composition !? I IV IV Top composition II I
V II I Multiple steady state solutions IV III
IV III V II I
IV V I
Actually notmuch of aproblem withcontrol!This is why you are not likelyto notice it in practice...unless you look carefully at the reflux....will observe inverse response inan unstable operating point (V) IV V I Conclusion: “Simple” dynamics OK for our purposes
Nonlinearity The dynamic response of distillation column is strongly nonlinear. However, simple logarithmic transformations counteract most of the nonlinearity. Derivation: ln xi: Logarithmic composition CONCLUSION: Response nearly linear (constant gain) with log. comp.
Ref. S. Skogestad. “Dynamics and control of distillation columns: A tutorial introduction”, Trans. IChemE, Vol. 75, 1997, p. 553 Xi+1 Xi
In general: Use logarithmic compositions Mole fraction of Light key component on stage i Mole fraction of Heavy key component on stage i May also be used for temperatures! Temp. bottom of column (or boiling point heavy) Temp. on stage i Temp. top of column (or boiling point light) Derivation:
nonlinear Linear model Extremely non linear ∆xB ∆yD Log: Counteracts Nonlinearity nonlinear -∆ln(1-yD) Linear model ∆ ln xB Initial Response to 10% ∆L: (V constant) (Column A with Flow Dynamics)
Conclusion dynamics • Dominant first order response – often close to integrating from a control point of view • Liquid dynamics decouples the top and bottom on a short time scale, and make control easier • Logarithmic transformations linearize the response