Download
1 / 34
340 likes | 463 Views
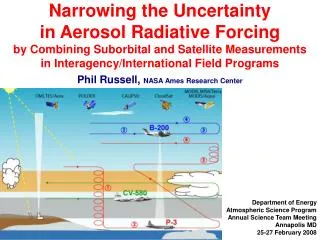
Experiences and Challenges with Isoconversional Kinetics Stability Modeling of Packaged Amorphous Solid Dispersions. Russell Hertzler , Ph.D. Principal Research Scientist, Analytical R&D AbbVie John C. Strong, Ph.D. Associate Research Fellow, Formulation Sciences AbbVie. Contents.

E N D
Experiences and Challenges with Isoconversional Kinetics Stability Modeling of Packaged Amorphous Solid Dispersions Russell Hertzler, Ph.D. Principal Research Scientist, Analytical R&D AbbVie John C. Strong, Ph.D.Associate Research Fellow, Formulation SciencesAbbVie
Contents • Accelerated stability studies • Specifics of applying accelerated stability to amorphous solid dispersions • The Tg problem and designing the experimental protocol • Isoconversion kinetics • Packaging model • Results and implications • Conclusions & questions
Chemical Kinetics in Solids • Stability studies at accelerated condition are desired to determine the shelf-life of pharmaceutical products without having to wait for the entire real-time degradation to occur. • However, chemical kinetic models used to describe solid state systems (heterogeneous samples) are complex. • Typical Examples are • diffusion models • phase boundary models • nucleation and growth models • Determination of the exact model can be difficult in heterogeneous systems due to the irreproducibility of rate data.
Isoconversion (time-to-failure) approach • The object is to design an experiment such that at each temperature & humidity condition, we know how long it takes to achieve some fractional degradation (i.e. 0.2%), typically the specification limit. • Then we can ignore “how” the impurity got to the level of failure for determination of kinetic parameters to be used in further modeling. Specification Limit Not detected
Moisture-Adjusted Arrhenius Equation* • If no physical changes in the dosage form occur, then the Arrhenius model for chemical reaction rates should apply. • In this case, we can establish a range of temperature (T) and humidity (h) values within which the extended Arrhenius model correctly predicts shelf-life: • If physical changes occur, even if they are reversible, reaction rates will not follow Arrhenius model. • *Genton & Kesselring, Effect of temperature and relative humidity on nitrazepam stability in solid state. J Pharm Sci 66: 676–680 (1977) • *Waterman KC, Carella AJ, Gumkowski MJ, Lukulay P, MacDonald BC, Roy MC, Shamblin SL. Improved protocol and data analysis for accelerated shelf-life estimation. Pharm Res 24(4):780–790 (2007). where his the equilibrium relative humidity and B is a constant
Characteristics of Amorphous Solid Dispersion (ASD) Formulations • Dispersion of an API in an inert carrier in the solid state prepared by solvent evaporation, melting or solvent-melting methods. • Used to increase the bioavailability of poorly soluble drugs by improving their rate and extent of dissolution. • Displays a glass transition temperature (Tg), below which the ASD has the appearance of a solid and are considered as a one phase system in which all molecules of the API are intimately mixed with the carrier molecules. • The “Tg minus 50” rule-of-thumb states that the molecular mobility of an ASD becomes negligible 50°C below Tg. • As we approach the Tg, chemical instability can become significant. Physical stability may also become a problem. • The Tg is also a function of the water content of the system.
Example of a Glass Transition Temperature (Tg) diagram Tg vs. %RH profile Moisture Uptake Glassy State
Stability Points in Relation to Glass Transition Temperature (Tg) • Stability Study Designs for ASD formulations: • Stability study protocol needs to be constructed based on Tg–RH relationship • ASDs typically will require more time to reach isoconversion levels of degradant than “conventional formulations” Fast, non predictive Degradation Rates Graphical Representation of Stability Study Design Example Stability Protocol, based on Tg–RH relationship Slow Degradation Rates
ASD Protocols vs. Conventional ASAP Stability Protocol Design Space Conventional ASAP study design space is too broad for some ASD formulations. Non representative Degradation Slow Degradation Rates Conventional ASAP study design condition Formulation Specific study design condition Formulation Specific Tg
Applying Chemical Degradation to Packaging • Input Data • Degradant kinetics • isoconversion experiments • regression of degradation rate constants k from experimental data • regression of kinetic parameters from rate constants k • Measurement of moisture isotherms, packaging permeability, initial moisture content and mass of the drug product & desiccant • Packaging Model • Numerical integration of an ODE for Fickian moisture transfer through package wall • Solve for moisture content and internal RH at any time during the shelf life • Degradation growth can be determined by solving another ODE at the same time with known environmental conditions inside the package.
The Packaging ModelBasic Idea • Packaging represents a moisture transfer resistance but not a perfect barrier – water diffuses through the wall but slowly. • Headspace holds a negligible amount of moisture, however it functions as a “middle man” between external water vapor and sorbed water equilibrium. • Internal mass transfer is fast relative to transfer across packaging material and is not rate limiting. Internal water vapor slow External water vapor fast Drug product exchanges sorbed water with headspace water vapor
The Packaging ModelSimplifying Assumptions • The bottle wall represents a mass transfer resistance but no capacity to adsorb moisture assume Fick’s 1st law applies • No internal gradients in water vapor concentration in headspace • The bottle contents represent capacity to adsorb moisture but no mass transfer resistance thermodynamic equilibrium Internal water vapor slow External water vapor fast Drug product exchanges sorbed water with headspace water vapor
The Packaging ModelSimplifying Assumptions – “Package in Package” Secondary packaging, i.e., “package in package” DES fast • The bottle wall represents a mass transfer resistance but no capacity to adsorb moisture assume Fick’s 1st law applies • No internal gradients in water vapor concentration in headspace • The bottle contents represent capacity to adsorb moisture but no mass transfer resistance thermodynamic equilibrium External water vapor slow Internal water vapor slow fast Drug product exchanges sorbed water with headspace water vapor
Internal water vapor slow External water vapor fast The Packaging ModelMass transfer details Drug product Desiccant EQ EQ • Fickian diffusion driving force is the difference in water vapor partial pressure between external environment and internal headspace Interior air EQ Capsules • Headspace vapor concentration is determined by the respective isotherms of packaging contents Fickian diffusion mass transfer
Drug product Dessicant Capsules The Packaging ModelFickian mass transfer Gradient of partial pressure Fick: Permeability coefficient Mass flux Assumed water vapor partial pressure profile WALL pv OUTSIDE BOTTLE INTERIOR Equivalently: Surface area Wall thickness
The Packaging ModelAdsorbed moisture equilibrium Dessicant m1 At any time t in the solution, we know the amount of water inside the packaging (based on initial water contents and calculated mass transfer rates) Equilibrium internal RH (symbol h) is determined such that the adsorbed moisture amounts in of each material inside the package add up to the total known moisture inside the packaging at that time point. It will in general require a numerical root-finding algorithm (e.g., Newton’s method, secant method, etc. The determination of the equilibrium RH allows the solution to progress to the next time step via solution of the ODE. Gelatin capsule m (moisture content, g / g) m2 m3 Drug product h (Relative Humidity) Known at each time step h is solved for such that equality is satisfied
The Packaging ModelDegradants • What about degradants? • If the degradant growth can be modeled using an ODE that can likewise be integrated WRT time alongside the Fickian diffusion equation, then it is straightforward to solve for degradant growth in the packaging model. Degradant concentration growth rate (zero-order)
Data AnalysisOpen-dish degradant concentration data • Due to limited resources, open dish data typically consists of 2 points for each condition: • Concentration at time t = 0 • Concentration at some time t predicted to be close to the true ttf • Zero-order rate constants k(T,h) are slopes calculated from the measured concentration and time of measurement • Since zero order is assumed (straight line), this rate constant is equivalent to one derived from the ttf at Ciso T1,h1 T2,h2 T3,h3 T4,h4 Ciso C ttf4 ttf2 ttf3 ttf1 t
Data AnalysisRegression approach • Calculate rate constants k(T,h) for each set of T,h conditions • Assume a model of the form • Regress rate constants to obtain model parameters • Weighted Levenberg-Marquardt method for nonlinear regression • Sensitive to starting estimates, can use linearized model to generate • Frequency factor A moved inside exp() term to improve numerical stability • In general, 5-10 observations (T,h conditions) used to predict 3 parameters • Enough to get a good estimate of standard error of regression? • Some overfitting may be occurring • Two independent variables • T – temperature • h – relative humidity • Three parameters • E – apparent activation energy • A – frequency factor • B – humidity factor
Analysis of Open-Dish Data • Data for purpose of example is not actual measured data, but representative of many ASDs • Good fit obtained to open dish data • One points could be an outlier – but is it? • With only 7 data points, removal of one outlier could significantly change parameter estimates
Analysis of Open-Dish Data Fast, non predictive Degradation Rates • Selection of outliers also based on likelihood of physical instability • Can be subjective • In general, if data point has large studentized residual and is likely to be in physical instability region, it is removed from the analysis Slow Degradation Rates
Analysis of Open-Dish Data New prediction Previous result including outlier point
Packaging Simulation – moisture and RH • Inputs: • 25°C, 60% RH external • 5 oz HDPE bottle, 1.13E-2 mg/day/%RH • 10 g of drug product, modeled as microcrystalline cellulose • Starting moisture 2% w/w
Packaging Simulation – degradant predictions • Due to small data set, removal of one outlier can significantly impact the solution • Selection and removal of outliers must be done cautiously, based not just on statistical reasoning but knowledge of physical stability • If in doubt, most conservative estimate may be the more prudent choice.
Temperature and Humidity Accuracy • Open dish conditions need to be within narrow range of Tg (e.g., ± 5°C) in order to achieve sufficiently fast rates yet not be at risk of physical instability • This places extra emphasis on precise control of temperature and RH in open dish isoconversion studies • Although T and RH are treated as known quantities in the regression, practically speaking they do have an uncertainty associated with them • RH sensors typically ±2% uncertainty • Temperature sensors can be as low as ±0.2°C uncertainty, but temperature uniformity in a chamber may be ± 2°C or greater. • What is the impact of temperature and humidity uncertainty?
Sensitivity of rate constant to uncertainty in T and h • Suppose we use the parameter estimates for the example data, and R is the gas constant 0.008314 kJ/mol K. At 25°C and 60% RH, • For example, if sT is ~ 1°C (perhaps due to chamber temperature non-uniformity), the magnitude of error in rate estimate will be large relative to the rate itself. It could be even larger if physical stability is compromised.
Sensitivity of predicted degradation to uncertainty in T • Simulation was run using estimates for rate constant k plus an error term due to uncertainty in temperature control • n = 1, 2, 3
Conclusions & Questions • A “screening design” can be proposed where Tg is not a factor, but this is more difficult to implement with an ASD due to Tg restrictions, and may not be practical for ASD formulations in general. • It does not seem straightforward how to obtain a good estimate of uncertainty in rate constant estimates from small data sets, and the uncertainty from imprecise temperature control may be just as large (depending on quality of stability chamber) • What can we do to improve parameter estimation with small data sets? • What can we do to minimize impact of temperature uncertainty in open dish studies? • Is there a better quantitative way of detecting outliers or minimizing their impact?