Download
1 / 25
570 likes | 1.32k Views
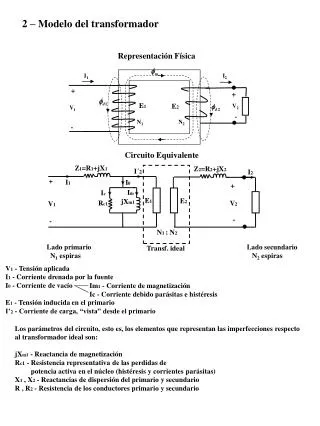
Modelo Japonês de Administração. Administração da Qualidade. Shewhart. Deming. Ford. Taylor e outros da Administração Científica. Cultura Japonesa orientada para o trabalho de grupo e a economia de recursos. Modelo Japonês de Administração. Sistema Toyota de Produção.

E N D
Modelo Japonês de Administração Administração da Qualidade
Shewhart Deming Ford Taylor e outros da Administração Científica Cultura Japonesa orientada para o trabalho de grupo e a economia de recursos Modelo Japonês de Administração Sistema Toyota de Produção MAXIMIANO /TGA – Fig. 8.2 – Origens do modelo japonês de administração.
Sistema Toyota de Produção • Dois princípios: • Eliminação de desperdício • Fabricação com qualidade • Para funcionarem é preciso realizar a administração participativa • Depende do comprometimento dos funcionários
Sistema Toyota Qualidade Produtividade Participação MAXIMIANO /TGA – Fig. 8.4 – Elementos do sistema Toyota de produção.
Eliminação de desperdícios • Críticas de Toyoda e Ohno ao modelo fordista: • Desperdício de recursos humanos, materiais, espaço e tempo • A especialização excessiva desperdiçava recursos humanos • Busca de modificação e simplificação do sistema de Ford para ser mais racional e econômico
Eliminação de desperdícios • Eliminar desperdícios é reduzir ao mínimo atividades que não agregam valor • O modelo da Toyota classificava 7 tipos principais de desperdícios: • Tempo perdido em conserto ou refugo • Produção além do volume necessário ou antes do momento necessário • Operações desnecessárias no processo de manufatura • Transporte • Estoque • Movimento humano • Espera • Reduzindo desperdício restam atividades que agregam valor ao produto ou serviço ao cliente. • Eliminação de desperdícios diminui os custos de produção sem perder valor do produto
Eliminação de Desperdícios Racionalização da Força de Trabalho Just in Time Produção Flexível MAXIMIANO /TGA – Fig. 8.6 – Três estratégias para eliminar desperdícios.
Eliminação de desperdício:Racionalização da força de trabalho • Equipes de operários com um líder ao invés de um supervisor • As equipes recebiam tarefas e deviam definir como executá-las da melhor forma • O líder coordena e substitui quando alguém falta • O grupo realiza manutenção dos próprios equipamentos, conserto de ferramentas e controle de qualidade • São chamados de grupos autogeridos
Eliminação de desperdício:Just in Time • Significa bem na hora, no momento certo, na hora certa • Reduz o tempo de fabricação e o volume de estoque • É estabelecido um fluxo de materiais sincronizado com o processo produtivo para que não tenha estoque • O fornecedor entrega os suprimentos no momento exato • Poucos fornecedores • Funciona como um supermercado
Eliminação de desperdício:Produção flexível • Fabricar pequenos lotes, encomendas dos clientes • Mudanças constantes na linha de produção e máquinas • Operários podem fazer esta mudança várias vezes ao dia
Fabricação com qualidade • Identificação e correção dos defeitos e eliminação das causas • Quanto menos refugos e retrabalho, mais eficiente é o sistema produtivo
Fabricação com Qualidade Fazer certo da primeira vez Corrigir causas fundamentais dos erros Utilizar Círculos da qualidade MAXIMIANO /TGA – Fig. 8.8 – Três princípios para fabricar com qualidade.
Fabricação com qualidade:Fazer certo da primeira vez • Influenciada por Deming • A próxima etapa produtiva é o cliente da anterior • Cliente interno • Não deixar o defeito seguir adiante • O trabalhador é responsável pela qualidade de seu trabalho
Fabricação com qualidade:Corrigir os erros em suas causas fundamentais • Parar quando encontrar um erro • Procurar a causa do erro • Método dos 5 porquês
Fabricação com qualidade:Círculos da qualidade • CCQ – círculos de controle da qualidade • Desenvolvida por KaoruIshikawa • Grupo de voluntários que se reúnem para estudar soluções para um problema • Exemplo de problemas: • Qualidade de produtos • Condições do ambiente de trabalho • Segurança do trabalho • Reclamações de clientes
Fabricação com qualidade:Círculos da qualidade • Objetivos: • Resolver problemas de qualidade e eficiência • Envolver os funcionários no processo de análise e resolução de problemas • Melhorar a comunicação do grupo de trabalho • Estimular um clima de criatividade, qualidade, autocontrole e prevenção de falhas
Fabricação com qualidade:Círculos da qualidade • Metodologia dos CCQs: • Identificar os problemas na qualidade que causam prejuízo • Identificar os problemas prioritários • Propor soluções e formas de implementá-las, para corrigir problemas. • Duas técnicas principais: • Princípio de Pareto • Diagrama de Ishikawa (espinha de peixe)
20 % das causas 80% das causas 80% dos efeitos 20% dos efeitos Causas Efeitos Poucas causas significativas Muitas causas insignificantes MAXIMIANO /TGA – Fig. 8.9 – Princípios de Pareto ilustrado.
Defeitos Prejuízos Participação Participação Acumulada Importância Montagem 450.000,00 50% 50% 1º Pintura 225.000,00 25% 75% 2º Parte elétrica 117.000,00 13% 88% 3º Forração 54.000,00 6% 94% 4º Acessórios 27.000,00 3% 97% 5º Rodas 18.000,00 2% 99% 6º Pneus 9.000,00 1% 100% 7º Total 900.000,00 100% MAXIMIANO /TGA – Fig. 8.10 – Tabela de defeitos e prejuízos.
100% A Prejuízos B C 97% 94% 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 99% 88% 75% 50% 25% 13% 6% 3% 2% 1% Causas Pin- tura Parte elétrica Forra- ção Aces- sórios Monta- gem Rodas Pneus MAXIMIANO /TGA –– Fig. 8.11 – Gráfico de Pareto feito com base na tabela da figura 8.10: a parte A do gráfico indica a menor parte dos problemas e a maior parte dos prejuízos.
Diagrama de Ishikawa • Serve para organizar o raciocínio e a discussão sobre as causas de um problema prioritário • Desenvolvido para investigar as causas de um problema identificado como prioritário pelo diagrama de Pareto • Perguntas a serem respondidas: • Por que ocorre este problema? • Quais as causas deste problema?
Atendentes Desinformados Aviões Velhos e Mal Conservados Pouco Espaço para os Passageiros Overbooking POR QUE OCORRE ESTE PROBLEMA? Bagagem Extraviada Comida Ruim Atrasos Constantes CHECK-IN EQUIPAMENTOS Reclamações dos passageiros da Air Pindorama OUTRAS CAUSAS SERVIÇOS MAXIMIANO /TGA – Fig. 8.12 – Exemplo do diagrama de Ishikawa ou diagrama “espinha de peixe”.
Fator cultural na administração japonesa • Combate ao desperdício • Trabalho de grupo • Consenso no processo decisório • Empresas japonesas tem certas características: • Emprego vitalício • Carreira lenta • Disciplina interior • Decisão por consenso • Responsabilidade coletiva
Sistema Toyota de Produção Acréscimos e Modificações no Ocidente Modelo Japonês de Administração Modelo Universal de Administração Competitiva Outros Ingredientes ISO 9000, Modelo Europeu da Qualidade etc. MAXIMIANO /TGA – Fig. 8.13 – Evolução e universalização do modelo japonês.