
Uploaded by
katima
6 SLIDES
645 VIEWS
70LIKES
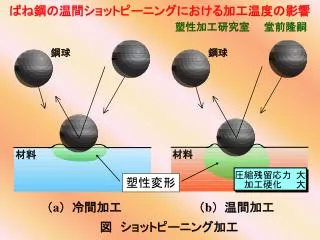
図 ショットピーニング加工
DESCRIPTION
ばね鋼の温間ショットピーニングにおける加工温度の影響. 塑性加工研究室 堂前隆嗣. 図 ショットピーニング加工. 塑性変形. ( a )冷間加工. ( b )温間加工. 実験材料. ばね鋼( SUP9 ). 焼入れ温度. 焼戻し温度 T t. 400℃(HV510) 500℃(HV420). 930℃. 加工面. 100. 12. 25. 図 試験片形状. 図 ショットピーニングモデル装置. D. h. 加工温度の与える影響. 圧縮残留応力 大. 変形量 大. 加工温度 高. 圧縮残留応力 小. 回復.
Download
1 / 6
Download Presentation 
図 ショットピーニング加工
An Image/Link below is provided (as is) to download presentation
Download Policy: Content on the Website is provided to you AS IS for your information and personal use and may not be sold / licensed / shared on other websites without getting consent from its author.
Content is provided to you AS IS for your information and personal use only.
Download presentation by click this link.
While downloading, if for some reason you are not able to download a presentation, the publisher may have deleted the file from their server.
During download, if you can't get a presentation, the file might be deleted by the publisher.
E N D
Presentation Transcript
ばね鋼の温間ショットピーニングにおける加工温度の影響ばね鋼の温間ショットピーニングにおける加工温度の影響 塑性加工研究室 堂前隆嗣 図 ショットピーニング加工 塑性変形 (a)冷間加工 (b)温間加工
実験材料 ばね鋼(SUP9) 焼入れ温度 焼戻し温度 Tt 400℃(HV510) 500℃(HV420) 930℃ 加工面 100 12 25 図 試験片形状
D h 加工温度の与える影響 圧縮残留応力 大 変形量 大 加工温度 高 圧縮残留応力 小 回復
More Related