Download
1 / 38
1.2k likes | 2.75k Views
Abrasive water jet machining. MFET 4210. Topics for Today. 1. Basic Principles 2. Hardware 3. Abrasives 4. Parameters 5. Capabilities 6. Advantages 7. Disadvantages. 1. Basic Principles. How does it work? High pressure water with abrasive eroding material

E N D
Abrasive water jet machining MFET 4210
Topics for Today • 1. Basic Principles • 2. Hardware • 3. Abrasives • 4. Parameters • 5. Capabilities • 6. Advantages • 7. Disadvantages
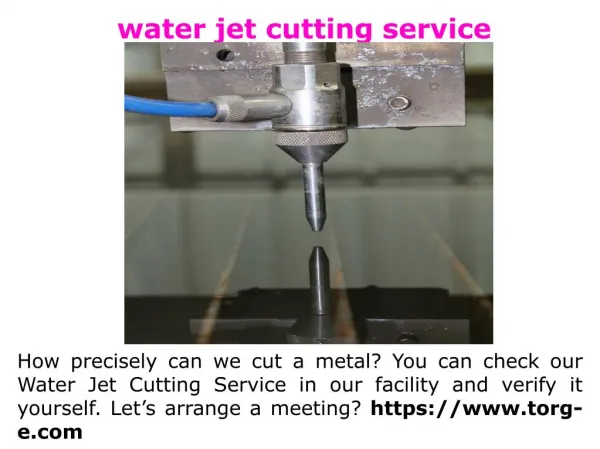
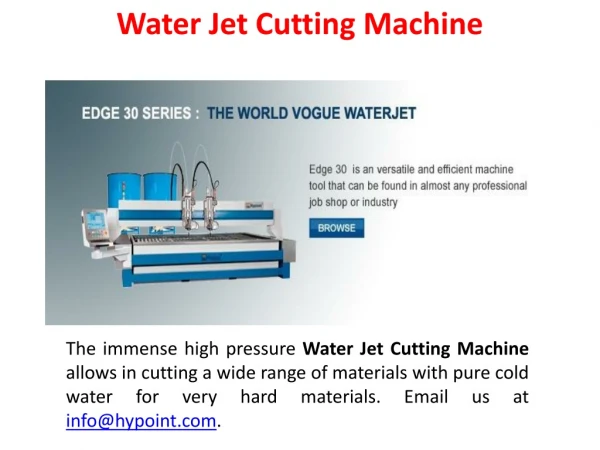
1. Basic Principles • How does it work? • High pressure water with abrasive eroding material • Small diameter orifice or “jewel” to focus energy • Erosion of material • Jet of abrasive and water • 20,000 – 90,000 psi • Up to 600 mph
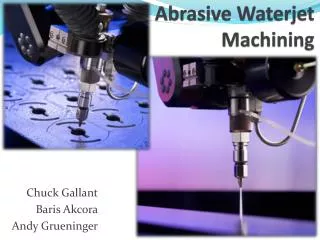
2. Hardware • Intensifier Pump • Nozzle • Abrasive Delivery System • Catcher • CNC Control
Hardware • Intensifier Pump Components • Hydraulic Pump • Pistons • Cylinders • Check valves • Attenuator
Hardware Delivery System • Nozzle • Jewel • Abrasive inlet • Guard • Mixing Tube
Hardware Delivery System • Nozzle • Jewel • Diameter ranges from .005 - .020” • Usually sapphire, sometimes ruby or diamond
Hardware Delivery System • Nozzle • Abrasive Inlet • Feeds from abrasive feed system • Venturi pulls in abrasive
Hardware Delivery System • Nozzle • Mixing Tube • Abrasive and water mix evenly • Must be exactly in line • Composite carbide
Hardware • Abrasive Delivery System • Provide fixed delivery rate • Gravity or air fed
Hardware • Catcher • Slows jet of water down • Reduces noise and dust • Catches dust
Hardware • CNC Controllers • Traditional control • PCs • Cheaper • Easier to update to newer and faster software
3. Abrasives • Usage • ½ to 2 pounds per minute • $0.15 to $0.40 per pound • Types • Garnet • Olivine
Abrasives • Garnet • Most common at 80 mesh • Naturally occurring mineral • Less dusting • Typical to reuse 2 or 3 times
Abrasives • Olivine • Cheaper than garnet • Softer than garnet
4. Parameters • Pressure • Nozzle or jewel diameter • Feed or traverse rate • Nozzle standoff distance
Parameters • Pressure • Ranges from 20-90,000 psi • Less than 60,000 psi most common • Higher pressure for harder materials and thicker cuts • Harder on equipment
Parameters • Nozzle Diameter • Large range depending on application • Jet usually .020-.050” • Horsepower = 0.58*P*Q • P = pressure in ksi • Q = flow rate in gpm
Parameters • Feed Rate • Varies greatly depending on • Type of material • Thickness • Hardness • Quality of cut needed
Parameters • Standoff • Usually .010 to 0.200”, up to 1” • Higher distance causes frosting • Eliminated by cutting underwater
5. Capabilities • Tolerances • Materials • Geometries • Examples of use
Capabilities • Tolerances • +-.004 to +-.008” • Vast majority of industry cuts at +-.010” or more
Capabilities • Materials • Cuts basically anything • Diamond, some ceramics • 6.5” Ti
Capabilities • Geometry • Stacking parts • 5-axis milling
Capabilities • Geometry • Very thin to very thick cuts • Flat sheets of material • 10.25” Tool Steel
6. Avantages • No HAZ • Temp may rise to 120 degrees F • Catch tank and water absorb heat • Very small kerf • .020-.050”
Avantages • Minimal cutting forces • 5 pounds max down force • Very low side forces • Clamping forces are very low • Brittle or fragile work pieces
Avantages • Fast and accurate • Minimal fixturing • Omni-directional • Cuts any type of materials • Nonhomogeneous
Avantages • No tools to sharpen, only “tool” is the nozzle • Environmentally friendly • Garnet can be dumped in landfill • Water can be filtered and reused
7. Disadvantages • Lag • Only a factor if finish is important • Very similar to cutting torch lag lines
Disadvantages • Taper • Parts cut with taper • Can be compensated for by software • Increases with nozzle wear
Disadvantages • Less accurate than traditional machining • Very hard materials not very practical application • Traverse rate is so slow, costs add up
Disadvantages • Can delaminate some materials • Fiberglass, some composites • Preventable with pilot hole from drill • Cost • Setup ranges from $20,000-$300,000 • Average machine runs $150,000 • Thickness of cut • Price increases dramatically for >2” metal cuts
Disadvantages • Nozzle wear • Consumable nozzle wears • Causes stray cutting • Increases kerf • Decreases finish quality • Very loud • Reduced if cut underwater
Applications • Machine shops • Artists • Stone, glass, marble • Aerospace • Titanium, Inconel, composites • Rapid prototyping • Universities • Automotive industry • Custom flooring work • Tiles
Summary • Very versatile, powerful technology • Growing use and applications • Constantly getting better and more capable
Sources • Nontraditional Machining Processes, E. J. Weller • http://www.jetedge.com • http://waterjets.org/ • http://www.h2ocut.com/ • http://www.universalminerals.com/ • http://www.flowcorp.com/